������̼�����b������Һλ�����y���x��
����������̼���������b�����غϳ���Һλ�{���yͨ���x���о�ʽ������y[1]���@�N���y�ĽY����ʽʹ���y�Tȫ�P�r�����c�y�w���g϶��ϣ��ܷ��Բ�y�T���ܷ�ȼ�������̫�ߡ���ʹ�LJ���֪���S�ҵ��y�T���ܷ�ȼ�Ҳֻ������������ϵ�y�_܇�r�����غϳ�������Һλ�迿�߉�ˮ�⡣й©���������_܇�r�g���L�����������������x��ԓ�y�T��Ͷ�Ϻ��������a��������ġ�
1������Һλ�����y������
��������Һλ�����y���������a�r���{�����غϳ���Һλ�����ã���Ͷ���A�΄t�S��Һ�����á�
����ij�Ŀ�߉�Ȧ�������̈D��λ��Ҋ�D1�������҂�Ԕ���f��������̼���������b���_܇�^�������������“U”�͏�Һ��Һλ��׃���^�̡�
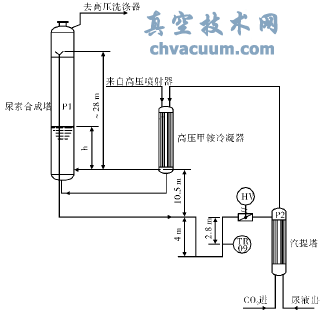
�D1 �߉�Ȧ�������̈D
�����M�Ϻ�ijһ�r������Һλ��h(���˷����f����������λ������Һ��)�����O������������֮�g����������Δp���t��ʽ������
������ԓ�r�̳��Ϲ���Һ��ǡ��ƽ�⣬�t��Һ��Һλ���D��ʾ��
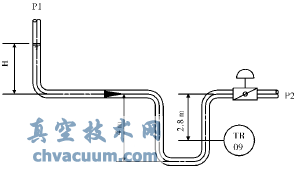
�D2 Һ��Һλʾ��D
�����ɈD2�ɵã�
�����Y��ʽ(1)�ɵó���H=h+Δp������Δp�������ֲ�׃��Һ��߶�H���S������Һλ�����߶����ߣ���Һλ�������c����Һλ��������һ�µġ���һ�γ�Mƽ�����“U”�͏���Һ����r�£��S������Һλ�����ߣ�ʽ(2)��ƽ�⌢���o�����֣���Ҫ�����H���ܾS��ƽ�⣬������̼�����M�뵽“U”�͏��У�“U”�͏������y���ψD���҂�Һλ�������ͣ�����ȼ�H�����ߣ���H������ֵ���҂�Һλ����ֵ�ăɱ����S���҂ȵ�Һλ���ߣ�ʽ(2)���_��һ������׃���ĄӑBƽ�⡣�������y��Ҳ���ψD�҂�Һλ����TR-09̎���t��ʾҺ���Л_�Ƶ��L�U�������x��Һ��߀��1.2m��Һλ�߲����Ͷ�ϕr�g120minӋ���������������ȿڰ�28mӋ���tÿ���Һλ������28/120=0.233m/min��Һλ����2.8m����r�g��2.8×2/0.233=24min��Һλ���_�ضȱO�y�c��Һ��������r�g��10min��
�����C�ϣ��_܇�����r���O�yTR-09�ضȵ�׃��څ�݁�����Һ���ˮ�����TR-09��׃�����f��“U”�͏��҂�Һλ�ѽ������ض�Ӌ̎��Һ����Ҫ�aˮ���˕r�g�g���s��20min����Һ�y����l�����]���@��������ܷⲻ������������l���_�P��Һ�y���t�������M�Ϻֳ�Һ�yһ��С�_�ȣ����_������������Һλ�o���@׃����ԭ�t����Ͷ���^����TR-09�l��׃�����t�m���_���Һ�y���_�ȣ���Һ���_���ڌ��H�_܇�^�����y�����ա�����ǰ�����˷�ֹ���Ϲܴ��⣬ͨ�����Ԅӳ�Һ�y���_�����ߌ���Һ�y���_�B�m��Һ��15min�����[2]�����TR-09�@ʾ�ضȡ�120�棬�f��������̼�ѽ����_�ض�Ӌ̎;���TR-09�ض��c��픜ض���ͬ���_��170�棬�t�f��Һλ�ѽ��_�����ȿڡ�Һλ���_���ȿں��Ϲ��Ќ���MҺ�w�����ڳ����y���ܷ�ԭ����Һ����й¶���������С�
��������“U”�͏��Ĵ��ڣ�Һ�⌦�����y���ܷ����ܛ]���eҪ����������r�£������y�mȻ�ܷⲻ�������ǿ��ԝM�㹤ˇҪ��ġ�
2������Һλ�����y���x��
���������f��Һλ�����y��й©������ij�Ŀ��������Ӌ����Ϻ��ڵ�й©����Ӌ�㹫ʽ��ҊGB/T17213.2-2005��GB/T4213-2008��Ӌ�ㅢ������[3]��
������픉�����14.2MPa(a);Һ�w�����֏�ϵ��FL��GB/T17213.2-2005��2ȡֵ0.62;�y������ϵ��Cv��870;������R�牺��Pc����aspenӋ��ȡ14.7MPa(a);Һ�w�ܶȣ�1150kg/m3��
����Һλ�����y��ډ�����
����Һ�w�R�牺����ϵ����
����Һλ�����yǰ����
������p<1.98MPa�����ڷ���������
���������ܷ����й©����1496×10-3=1.5m3/h
������Ҋ����ͨ���y�������������ܷ⣬�ڳ��Ϲܳ�MҺ�w�ĕr�������й©����1.5m3/h��һ���_܇�rҪ��U�͏���Һ15min���@���r����Ϲܻ�����ȫ��M�ģ����ڵ��y�ܷⲻ�����ܿ�Һλ�͕�����U�͏�������������y�õĕr�g���^�L���ܷ����ĥ�p���^�������tй©�����������yй©�����^��ĕr���ڲ����ĕr�����ں���U�͏�Һ���ƣ���Һ�y����һֱ���_�������_܇�^����һֱ��ˮ©���������У�������Һλ�{���y��Ҫ������ˮ����ˮ�^�̱������y���ƣ��dz������¶�����̼�Z�����s���У����¾��s�������������Һ�y�_��̫���������܌���ˮ������Һ���M��ϳ����У�������ˮ̼��ʧ�{��������Ͷ���A�Σ���������Һ�ܛ]���γ�ҺĤ���ߜض�����ֱ̼�ӽ��|����ܣ��@����������ʹ�É�������Ӱ푵�[4]���������ͨ���y�Ğ���ƫ�ĵ��y���t�ܷ�ȼ���������������������V�������������й©��ֻ�������ܷ��10%��Ҳ��0.15m3/h��������ĹܵĹ���DN200����Ͷ�σɂ�С�r���ڲ���Һ����r�£��ஔ��Һλ�����ˡ�10m������ǰ��������@�r��U�͏�߀�ǰ�ȫ�ģ�������̼�]�ж�·�Ŀ��ܡ���˿����ڳ���ǰ�ڴ��_��Һ�y�����Ԅӳ�Һ�y���_������Ͷ���^�̲���Ҫ�l���_����Һ�y���M����������Һ�w���٣�Ҳ����Ҫ�l�����_��������Һλ�{���y������Ͷ���^�����������Σ�����ȫ���еďS����ʯ�����c�ֹ�˾���ʏS�ڼ��ĕr�͌����y���������ƫ�ĵ��y�����Hʹ��Ч������[5]���������b������ƫ�ĵ��y�Y���������s��Ŀǰ�Пo���a�S�ҡ�����x�ý�ʽ�{���y���t�������Ա��C�ܷ�ȼ������x��S��Ҳ�ܶࡣ��ǰ��ʽ���غϳ���Һλ�{���y�ѽ���һЩ�Ŀ�ϵõ����ã�Ч�����á�
3���YՓ
��������Һλ�����y�x�ó�Ҏ���y�mȻ�ܝM�㹤ˇҪ�����H�������T��㡣������ƫ�ĵ��y���߽��y�����ܷ�ȼ���ߵ���������ʹ�����_܇�^�̸����Ρ���ȫ��
�����īI
����[1]���B���WԺ.�ծaǧ���ϳɰ��S���ᷨ�������a��ˇ[M].������ʯ�ͻ��W���I�����磬1978��23-24.
����[2]�Ї�ʯ�ͻ������F��˾���²���.�����b�ò�����[M].�������Ї�ʯ�������磬2007��259-266
����[3]�Ї�ʯ�����F�Ϻ���������˾.������ˇ�OӋ�փ�(���İ棬��)[M].���������W���I�����磬2009��432-438.
����[4]����������.���������a��ˇ���g�c�O��ٿؼ��S�o�����փ�[M].�������������I�����磬2006��326-328
����[5]���\��.���غϳ���Һλ�{�����y�ļ��g����[J].�ʣ�2007��30(2)��87-88.







