��߿����y����
����ͨ�����f����߿����y����Ч�ԣ������\�Еr�g������Ҫ�Ӵ��ޏ��ԾS�oӋ�������C�x����������ܡ��S��S��������˼�S��Q�ˆ��}�����û����O���r�IJ��ԣ������������y�Č��H�\�Р�r�{���S�o��������ԓ���Լٶ����“���ӷ�����”�S�o�����h��“���ӑ�����”�S�o���ܹ�ʡ�ɱ����@һ�ٶ��õ���Factory Maintenance�����������µ����C���������ӑ����ԾS�o�ijɱ�“�����ӷ����ԾS�o��Q������4-10��”��
����Ȼ����Ҫ�l�]�����y���ӷ����ԾS�o���Եă��ݣ�߀��Ҫ��ه����һ������ע�����Ҫ���O�l���������S�����;S�o�ˆT�ܾ��_�����r�����տ����y�Ľ����F������������ƶ����H��ʩ�����C�O���������ܡ�“�\��”���ṩ������Ľ�Q�����н������õ���Ԓ��������ɴ��P�Iԭ����x����Ŀ�˴����^����x��
��Ҏ�����y�\���
�������ȣ��y�T�̓x���\��һ؞Ҫ��ͣ܇���ܙz�y�����@�ܿ��ܕ�����ش�pʧ����Σ��z��;S�o�O���е�ÿһ���y�TҲ�dz��M�r���لt����K�����ľ��ȕ��������b��͈��Йz�y�ļ��g�T�ļ��ܶ��a��ƫ�
�������˽⮔ǰ�����u�������y���ܵļ��gˮƽ���҂��б�Ҫ���һ��ԓ�yԇ�Č�ʩ���������^ȥ�������y�T�̓x���z�y���b��ͨ������1���߾����{������һ��0-0.2������Mpag���ĉ���Ӌ������0.25%����һ�����Կ̶ȱPָʾ�����D1����
�D1. ��Ҏ�y�T�\���y���b��
�����^ȥ���b�䶼�ǰ����ض��Ĺ�����������0.02-0.1 Mpag����0.04-0.2 Mpag���A��У�ʣ��߾����{��������ģ�M�ڹ��������ȵĿ���������̖��������Ӌ�t������y���c���̶ȱPָʾ���@ʾ���ض���̖�������y�T���_�ȡ�
����ԓ�����ڃɷN���������ψ��У���̖�P�]����̖���_����ʼ�y�T��50%��λ�ƶ�λ������3���B�m�������ڣ���沢Ӌ���؏��ԡ��t���Լ����^�����^��ָ��ȫ�̶ȷ�����ͬһݔ�������A�����A�ɂ�ݔ���^�g��������z�y�����S�������õ��D�����M�����ܷ������õ���“�y��������”�@ʾ�����y�����P�x����������������Ϣ�����@Щ�y�T�\���z�y�в����Ĕ������˽��y�T�����˻��ṩ��������Ϣ���D2����
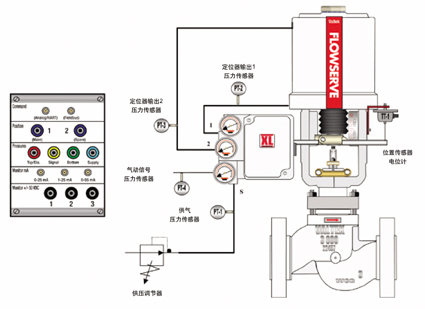
�D2. �y�T�F���\���b����͑���
�������ǣ��@һ�\��������Ҫ���M�^�L�r�g��Ҫ���y�T�Ĺܾ���“ͣ܇”����ֹͣ��������Ӱ��˹��S�����a������֮�⣬�����Y���ľ��_�ԇ�����ه�ڜy���b��͈��Йz�y�ļ��g�T�ļ��ܡ�
��������c���N�y�T�OӋ���P�ęCеԪ���̓x���Լ����������������ď��s�ԣ��\���������S�o��ʩ���D�Q����������һ�T�ƌW���g��߀��һ�Tˇ�g�ͼ��ɣ�Ҳ�����f����Ҫȡ�Q�ڸ�λ���g�T�Ľ���֪�R��
�������б��ޏʹ�ʩ��������“���ӷ�����”�S�o��ͬ�r����Ч�ط�ֹ��Ӌ����ͣ�C�r�g���҂��Ŀ��wĿ�ˡ����\�������D�Q�ɷ����@ЩĿ�˵ĿɈ����ԾS�o��Ҋ��ͨ����Ҫ�����˽��y�T�OӋ��Ŀ�ġ�����ԭ�������ض���ˇ�l���µĹ����C�ƣ��ɴ��ж��y�T���О��Ƿ�“����”�����H�Ԅӻ��f����ISA�����@����l�]����Ҫ��ɫ���ƶ��˿����y�ͳ�Ҏ�x�������ܘ˜ʣ�������y�T���P���\���ṩ�VҪָ�������@Щָ��ֻ�漰�����y�����\���ijЩ���棬���漰ԭ�O�������̣�OEM���ض���Ϣ��
�������磬�F���\���o���_����һ���Ԇ��}�����y�T�����Ƿ�й©���y���������Ƿ�����ʲôijһ�y�T��Ҫ����S�o������һЩ���}�ܺܿ��Q�����y���������Ƿ�����y��ؓ�d��Fs��Ӌ�������ĺ��������ڈ��ЙC����Ч��e��Af�����ԑ��õ�ؓ�d������Ps����������ď��ɣ�Pf���͈��ЙC�����Ʉ��ԡ����ǣ��@һ������Ҫ�˽�����y���H����Ӳ���ľ��w֪�R�����y�T���ЙC���ijߴ��С�������b���ɵ�Ӳ�ȡ��ڴ�֮�⣬�y��ؓ�d��ͨ���㷨�����ڴ_�J�Ƿ�H���ô����������H��������❍�Ⱥ��yо��ƥ����|�ǿɴ_�������y��ԓ�y��ؓ�d���P�]�Ƿ�����������߀��횿��]�yо�������OӋ����������ƽ�⣩��
���� ����S��S�Č��H��r�t�ǣ����������S��֪�R����տ���g�ľS���ˆT���ٔ����F�������y���á�ͨ�����yо�OӋ�˽����\�����p��������������⣬�S��F�����O���_ʼ����“�Y�a����”ܛ�����з��ص��΄գ��ռ��������ʹ�n�����y�\������ɵĴ����������M���@Щ���߿ɰl�]��Ҫ�Ĺ��ܣ��������SӋ���͜ʂ�z�����ڣ��������^����������������y�����S������֪�R�ļ��g�T������@Щ���ߴ�����Ե������ṩ�̣������y�TOEM�����ճ��S�o�����Ď����dz����ޡ�
������Ѵ�
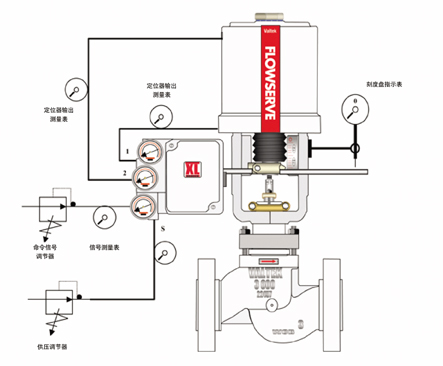
�����y�T�\����Y�a���������ѽ���׃�lչ�ɞ鹤�S�\���;S�o�ˆT���������֡��@Щ���������˔����������y�T��C���ھ����x���y�T�\�༼�g����������e����õ����ӣ��@Щ��Q�����������M�����y��λ�����ܳ��m�����r���ռ������������������y�T���������r�Ĺܾ��ϲ����y�T���D3�����@Щ���M�Ĺ���������y�T���ܣ������ͣ�C�r�g���y�T�ľS�o�ɱ���
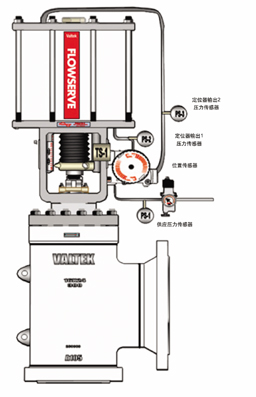
�D3. Flowserve Logix 3000ϵ�Д����y�T��λ��������
��������Ҫ���ǣ����Կ����yOEM��ȫ��һ���\��������������y�T�OӋ�����졢�����;S�o�ϵ��ƾÚvʷ����ijЩ��r�£��@Щ�������������c�Ͼ��Ŀ����y���g�T�Ŀ����\����������
���� ����]���@Щ���µĬF���\���Q�����ṩ����Ϣ�����S��Ҫ���M�S���r�g�ͽ��X�����M�ڛ]��Ҫ�Ķ����ԾS�o�ϣ����֟o������r���l���ķ�Ӌ����ͣ�C�r�g��
�������������̺�ʹ�ø��y�T�\��ĽK���Ñ�������һ���y�T�H�躆�ε��y�T�Cе�{����x������У�ʡ����磬��ͨ��3���ֹ�y��s��Ҫ4600��Ԫ������Qԓ�y�T�ijɱ��h���ڌ��f�y�T�Ĺܾ���ж��ʹ���|Ȧ���ܷ�h���°��b�����°��b�����л��M�����Ԇ��}���P�I������֪���Εr��Ҫ�M�оS�o��
���������һ���\���ֱ�����y�T�������ṩ�����������ܷ����y�T-����푑��������l�F�κβ�һ�µĵط���ģʽ/څ��ƫ����磬���Ϻ͌�����������^��Ħ�������^�ߵ��t�������^���Ǿ���푑����Cеʧ�{������ĥ�p����ĵ�Ħ�������ڵĘO��ѭ�h�̓x��У�ʲ���λ��
�����@Щ������������ˬF���\��ľ��_�ȣ������_�y���������a�^�̣��p�����\��ĕr�g���������y�T�ɱ��ֹ�����B��ԓ�\���^�̿Ɏ������S��ʡ�����������x��ͣ�C�r��ɵ����a�ɱ��pʧ���@Щ��Q����������ǰ֪ͨ���P�ˆT�����l���Ć��}�����S�����T���г�ԣ�ĕr�g��ȡ��ʩ����ͣ�C�r�g�p�ٵ���ͻ�صױ��⡣
���������һ�������y�\������y�T�����̴��죬���������ܴ_�J���}�İY�Y���ڣ��ṩ������ָ���ͽ��h��ʹ�ò����T�ܼ��r�l�F���}�ĸ�Դ�����_���վS�����̡����������r���������ߣ��@�ӿ��Mһ����ʡ���S�ĕr�g�ͽ��X��
�I�ȵ�OEM�\���
������֮���M���y�T�\���Q�������ھ���������߹��S�������ʣ����@�Nȫ��ĝ���Ч���������ܵ���Q�����������b�O���o���ռ������x�Č��r�\���������Լ������y�T�OӋ�ͷ��l���Ī��ؽM�ό������D׃�ɾ��Ќ�ʩ���x�ľS�o���h�����ڽK���Ñ���f��ϲ���ǣ������y�TOEM������һ�����ߏ��a���@Щȱ�ڣ�ȡ�����ش��M����
�����y�TOEM������\���Q���������y�T�����̷e�۵�֪�R�ͽ��˷��˵�����“ܛ��”�ṩ�̹��е�ȱ�ݣ�����˿����y���ܷ�����ˮƽ�Լ��S�o��Ҋ�Ĵ_�J�ٶȣ����O��֏͵�������ܡ����һ�����@Щ��Q�����ܸ��õ؎������S���F�Y�a�������Եij��ԣ�����߮a�ܶ��ֲ����ӾS�o�ɱ���������