Shellú�⻯�b����ú�������{���y�����о�
����ú�������{���y�ڇ��Ț�������ú�⻯�b���ЏV��ʹ�ã������{������ú�������l�]����Ҫ���ã����Ї�ʯ�����c�ֹ�˾��Shellú�⻯�b���ϣ����M��ú�������{���y�M�����ܜyԇ���о����Y��������ԓú�������{���y�����_�ȵ���20%�r���y�T�_��׃�����������{��������У��_�ȴ���40%���]���{�����������á��քe�o������ú��ѭ�hϵ�y�͚⻯�t�\��ϵ�y��ԓ�{���y�ĉ������Լ��䉺��ռϵ�y�������ķ���ֵ�����������y�T�ԡ�
������������ú�⻯������ú�N�m���Ժ��O��ʹ�É����ȷ���ă��ݣ���Խ��Խ��ؑ����ڸ�������a����ú�Ӊ��ߝ�Ț���ݔ����һ�����s���^�̣����Ƿ�ú�Ӊ��⻯���P�I���g֮һ�����F��ú�ߝ�ȡ������Լ��ɿصĚ���ݔ�ͣ��Ƿ�ú�⻯�b�Ì��F�L�����\�еı�Ҫǰ�ᡣͨ����׃ú��ݔ�͉������ݔ�͚���������һ���̶����{��ú�������������@�N�{����ʽ�����`����{���������ޣ�Ŀǰ�ѽ��_܇�\�еĚ�����ú�ۚ⻯�b���ϣ���������Y�����M�ڻ���aú�������{���y���{������ú��������ԓ�y�T�ɞ��ú�⻯�b���ϵ��P�I�y�T֮һ�����ǣ��������a�b��ƽ���\�е���Ҫ���˂��ڌ�ԓ�y�T�����ܼ�����ú��ݔ��ϵ�y�е����õȷ�����о�����߀�ܲ����ڴˣ����Ї�ʯ���Ƽ��Ŀ֧���£��Ї�ʯ�����c�ֹ�˾���������̹�˾���A�|������W���������Ї�ʯ�����c�ֹ�˾Shellú�⻯�b���ϵķ�úݔ��ϵ�y�ϣ��_չ���M��ú�������{���y���ܵĜyԇ�о������Ľ�B�ˌ�ԓ�b����ú�������{���y��Ҫ��ˇ���ܵ��о��Y���������y�T�_���cú���������Pϵ���y�T�������Եȣ����ڌ��y�T�Y�������܃������b�ò��������������ṩ����ą�����
1������
�����Ї�ʯ�����c�ֹ�˾����Shell��ú�������⻯��ˇ���a�ϳɚ⻯��ˇ���a�ϳɚ⣬ú�⻯�b���\�в������F��ͻ�ƣ�������ͬ����b���B�m�\�е����Lӛ䛡�ԓShell��ú�⻯�Ĺ���ϵ�y����A B�pϵ�С��p���ϵĽo�ϹY�����քe��4�lú�۹ܾ�ݔ��ú�ۣ���ͨ�^4��ú�����M��⻯�t�����У��o�Ϲ�A��1#��2#ú�۹ܾ���ú���o�Ϲ�B��3#��4#ú�۹ܾ���ú��4��ú�������{���y(13FV0101��13FV0201��13FV0301��13FV0401)�քe�O���ڽo�Ϲ�A\B�·���4�lú�۹ܾ���(Ҋ�D1)�������{��ú��������
�D1 ú�������{���y
����ú�ۏĽo�Ϲ��ϣ��ڸ߉����������£����^ú�������{���y���س�ͨ�^3�Ώ��ܡ��s31.5m���Qֱ�Ϲܾ��Լ��s13.9m��ˮƽ�ܾ��_��ú��������ƽ�_�����M��ú����֮ǰ����·�ܾ��Ͼ��O��ú����ͨ�y�����^��ͨ�y��ú�ۻ�ͨ�^ú�����M��⻯�t����ͨ�^ú��ѭ�h�ܾ��ͻس���ú�ۂ}��ԓѭ�h�ܾ����O��Ŀ�ģ�һ�����ژ˶���У��ú�۹ܾ��ϵ�ú��Ӌ��ϵ�y����������ú��Ͷ��֮�P�A�Ƚ�������ú��������ͨ�^��ͨ�y��ֱ�ӌ�ú������⻯�t�ȣ�������ѭ�h�ܾ����O����һ���Q֮��p����������������������ѭ�h�ܾ��ϵĉ��������ǚ⻯ϵ�yͣ܇�r���ГQ�y�T��ú�����볣���ۂ}���ɴ˿�Ҋ��ú����ͨ�y��ú��ݔ��ϵ�y���֞�ɲ��֣�һ���֞�ú��ѭ�hϵ�y����һ���֞�⻯�t�\��ϵ�y(Ҋ�D2a�͈D2b)��
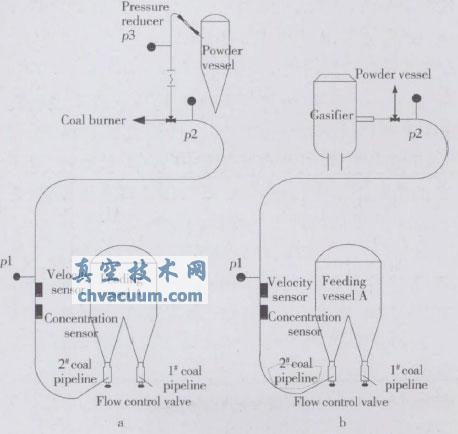
�D2 Shell�⻯�b��2#ú�۹ܾ����D
������ԓ���I�b�����xȡ2#ú�۹ܾ��ϵ�ú�������{���y���о�����ݔ�ܾ��ϵĉ����քeͨ�^�O���Qֱ�ܾ��Ĝy���c(13PI0201��ӛ��p1)����ͨ�yǰ�Ĝy���c(13PI0202��P2)�Լ���ѭ�h�ܾ��p����(X-1311B)ǰ�˵Ĝy���c(13PI0204��ӛ��p3)�y����ú��ݔ�����tͨ�^�O�����Qֱ�ܾ��ϵ��ٶ�Ӌ(13SIC0201)��ú���ܶ�Ӌ(13DI0201)�M�Мy����ú�������{���y�_�ȿ���DCSϵ�y���{���������r�^�yӛ䛡�
2���Y���cӑՓ
����2.1��ú��ѭ�hϵ�y���{���y����
�����⻯�t�_܇ǰ����ú��ѭ�hϵ�y�У����ֽo�Ϲ�A�ĉ���һ����ú���ٶ��O����s7m/s����u��׃��ú�����{���y���y�T�_�ȣ��@��һϵ���c֮������ú�������Լ����r�l��(Ҋ��1)��ͬ�rӛ��¸��y���c�ĉ�����ֵ��
��1 2#ú�۹ܾ���ͬ�y�T�_���¹��r�l��(ú��ѭ�hϵ�y)
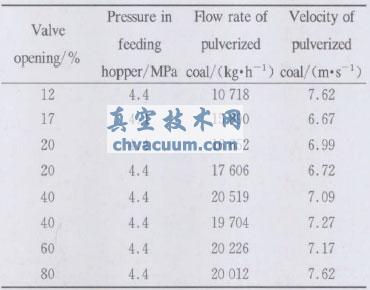
�����D3�o����2#ú�۹ܾ��в�ͬ�y�T�_���µ�ú������׃����r���ɈD3��֪���y�T�_���^С�r(<40%)����׃�������ú������׃�������^���y�T�_�ȴ���40%��ú�����������ٰl��׃�������{���y��ú�������ѻ����o�{�����á�
�D3 �y�T�_���c�������Pϵ
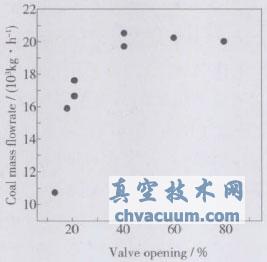
����ú�������S�y�T�_��׃���Ķ������������y�T�_��ÿ����1%����ķ�ú����׃����Ҋ��43퓈D4���ɈD4��֪���y�T�_�Ȟ�12%�r��ÿ���_1%���y�T�_�ȣ�ú������������>10000kg/h���y�T�_�ȏ�12%������20%�r��ÿ���_1%���y�T�_�ȣ�ú������ƽ�����Ӽs740kg/h����20%����40%�r��ÿ���_1%���y�T�_�ȣ�ú������ƽ�����Ӽs150kg/h���y�T�_�ȴ���40%�r��ú����������������20000kg/h��������׃����
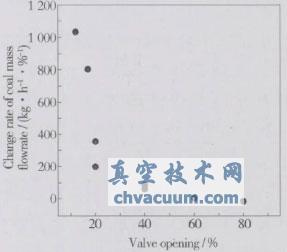
�D4 �y�T�_���c����׃�������Pϵ
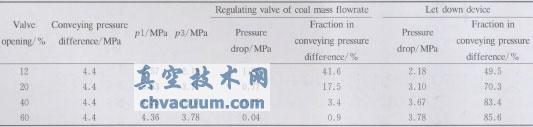
����ú�������{���y֮�����܉��{����������Ҫ�������׃��ú�۵���ͨ��e���{�����y�T�ľֲ�������ͨ�^�yԇú�۹ܾ������͉���Ȕ������@����ú��ѭ�hϵ�y�ڲ�ͬ�y�T�_����ú�������{���y�͜p�����ĉ����������Լ����ԉ���ռݔ�Ϳ������ı��������l���鱣�ֽo�Ϲ��c�����ۂ}�ĉ����4.4MPa���yԇ�Y��Ҋ��2�����ڜy���cp1��ú�������{���y���β��h̎�������J��o�Ϲ��cp1�ĉ��������y�T��ɵģ�ͬ�ӵأ������J��p3�c�����ۂ}֮�g�ĉ����ǜp�����ĉ�����
�����ɱ�2��֪�����y�T�_�ȵ���40%�r���y�T�ľֲ������^���y�T����ռϵ�y�������ķ����^�ߣ��y�T�_���_��40%�r���y�T�����H��ϵ�y��������3.4%�����_�Ȟ�60%�r���@һ������������1%���෴�����y�T�_�ȵ�40%�r���p�����ĉ������ʳ��^80%����˴�Ĝp����������ʹ����ډ����܉��c�⻯�t����ƥ�䣬��ú��Ͷ���������ã����L�r�g��ú��ѭ�h�������p�����ܱ����ĥ�p��������Ҫ������ĥ���ϡ�
��2 ú������Ӌ�{���y�͜p������������
����2.2���⻯�t�\��ϵ�y���{���y����
�����ښ⻯�t�_܇�^���У��yԇ�˚⻯�t�\��ϵ�y�����������о�ú�������{���y����(Ҋ��3)���ܿշ��b��Ӱ푣��yԇ�^���К⻯�t��δ�_���OӋؓ���\�У�ÿ�lú�۹ܾ���ú�������s��12t/h-13t/h��
��3 �⻯�t�\�Еr2#ú�۹ܾ����P����

�����⻯�t�\���^���У�ú���{���y�_�Ȟ�16%-18%���ɱ�3��֪��ú�۹ܾ��Ŀ�������ݔ�͉���s��0.9MPa������ú�������{���y�ĉ����s��0.6MPa-0.8MPa���y�T����ռ�������ķ��ʸ��_70%-83%��ú�������{���y�ɞ�ԓݔ��ϵ�y����������Ҫ��Դ��
����2.3��ú�������{���y���ܷ���
������ʯ�����c�ֹ�˾Shell��ú�⻯�b�õ��\�Ќ��`������ԓú�������{���y�����^���Ȍ��Fú���������{�����M��⻯�t���aؓ���{��������
����ͨ�^�����yԇ�c������ԓ�y�T�����ܼ���������Ѓ�������أ����磬ԓ��Shellú�⻯�b��һֱ���^��ؓ�����\�У���ú�������{���y���_�ȴ���H��16%-18%������̎�������{���y���`��^�Σ��y�T�_��ÿ�{��1%��������׃�����_�s740kg/h����ú��������ƽ���{���������y���^���˿���ͨ�^�Mһ�������y�T�Y�������F���_���cú��������ƽ��׃���Pϵ���U���y�T����Ч�{�������������b�õķ���������
�����oՓ����ú��ѭ�h߀���ښ⻯�t�_܇�\���A�Σ��y�T�_���^С�r����ʹ�y�T�ĉ������ӣ����ϵ�y�������ģ�ͬ�r���������pС������ٶ�������������ú�ی��yо����ě_�g�������y�T��ʹ�É��������о������ú�������{���y�_�ȜpС�r��ú��ݔ�͵ķ������S֮׃����Oᘌ����w�⻯�t���\��ؓ�ɣ����ø�׃�{���y�_���cú��ݔ�͉�����Y�ϵ��ֶ��M�в�����������˿���ú��������ʹ�{���y�_���^С���y�T�����^�ߣ�����ϵ�y���������Ӻ��y�T�����s�̵ĺ����
3���Y���Z
����ú�ۚ⻯��ˇ�е�ú�������{���y���ڌ��F���aϵ�y���L���ڷ����\�������ش�ͨ�^��Shell��ú�⻯�b����ú�������{���y�����ܜyԇ�c�о������ԓ�y�T�ĽY�������������пɸ��M֮̎���ڴ������������£��_�l�����ܸ����ć��a��ú�������{���y���Y�Ϸ����\���b�õėl���Լ��y�T���ԣ���������a�����Ͽ��M���{���c���������_�����L�y�Tʹ�É����ͽ������a�ܺĵ�Ŀ�ġ�







