��݆�C��������նȵ�ԭ�������̎��
1������
�����m��ʯ����˾���ʏS����܇�g1#��݆�l늙C�M(18MW)����݆�C��EHNK40/56/20�ͳ�������ʽ��݆�C������偠t�b���ṩ��10.0MPa���������Դ���C�M��5�������3.80MPa�������������ܾW���C�M����������������������R�����ᾮ�������Yˮ������Ó�}ˮ�b�á��C�M����ϵ�y��D1����Ҫ���������������w�����Yˮ�á��ɼ���������o������������P�ܵ����y�T���ɼ�������c�o��������������������������1.0MPa�������鹤�����|��
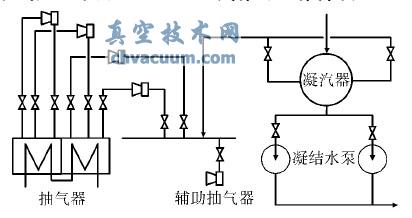
�D1 ����ϵ�yʾ��D
����ԓ�C�M��݆�C���������OӋ��՞�-0.070MPa����݆�C�����ضȞ�55�档2009��C�M���S������������Yˮˮλ��������r�£����F��������ն���������-0.050MPa�������ض�������80�棬���c�OӋֵ����^����������ֵ���ߣ��������ܲ��ܵõ�������á�
2��ԭ�����
����2.1��ѭ�h��sˮϵ�y
����ѭ�h��sˮϵ�y�^�����F�Ĺ��ϰ���ѭ�hˮ�Дࡢѭ�hˮ�������ѭ�hˮ�ضȸߡ�����ѭ�hˮ�Д��cѭ�hˮ�ضȸ߿��Ժ����؏Ĕ����M���Дࡣԓ�C�Mѭ�h��sˮ�c�����b��ѭ�hˮ����ѭ�hˮ�����й��o��ѭ�hˮ�ضȻ�����21��24�棬�M�㹤�I��ˮҪ����������նȵĽ�����һ���u�M���^�̣�����ͻȻ�l���ģ���˿��ų�ѭ�hˮ�Д༰ѭ�hˮ�ضȸ��@2�����ء�
�������ڼ��й��o��ѭ�hˮϵ�y�����ѭ�hˮ�������ԭ���������������w�����^�������@���C�������������M����ѭ�hˮ����׃���@�ęC�M�\�Д���Ҳ�ɿ������������M��ѭ�hˮ��������������0.45MPa��������ˮ���s��1�ȏ�0.40MPa����0.33MPa���f���������Ȳ�ѭ�hˮ��ͨ������ѭ�hˮ����������ɓQ��Ч�����ͣ��o����Ч�،������������@�������ն��½���ԭ��֮һ��
����2.2�����������w
�����������Ȳ��Y���������������п���������������w�����^�Q��Ч���½���1#��݆�C���������pͨ�����Y��(�鷽�������A��/B�ȼ��Ԙ��R)��ѭ�hˮ�߹̣ܳ���D2��ʾ��
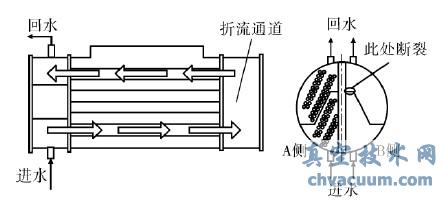
�D2 �������Y����ѭ�hˮͨ��ʾ��D
�������ճ����������M����ˮ�ضȵęz�y�r�l�F��ͨ�^��������ѭ�hˮ�����{�����Ɍ�A���M��ˮ�ز������5�����ϣ���B���M��ˮ�ز�ʼ�Kδ���^3�档�f��B��ѭ�hˮͨ�����ܴ��ڶ�·���������ÙC�M���ޙC�������_���������^�M�Йz�飬�l�F�~�܃ȱ������@��Ҋ���ӣ��~�܃������࣬B���Mˮͨ���c��ˮͨ��֮�g�ē����c���w֮�g��100mm���(Ҋ�D2)������ͨ����������������c��ǰ����һ�¡�
�����������~�ܽY����ʹ����������������ϵ�����ͣ�����������ͨ���������������������������M��ˮ�����c���w֮�g���F���ʹѭ�hˮֱ���M���ˮͨ����δ�������������γ���Чѭ�h�����������صĹ�ͬ���ã���K�������������Q��Ч����������������ն��½���
����2.3�������
������݆�C�������M�����������̣��c�܃ȵ�ѭ�hˮ�M�ГQ�ᣬʹ�������Y��ˮ���w�e�sС�γ���գ����������ڙC�M���ӕr������ǿ����������������еĿ՚⽨���ġ�������ڙC�M���������в������������w������ԾS�֙C�M����շ�����
����������Ĺ��rֱ��Ӱ�����������յĽ�����������ԭ������Ն��}�Ŀ���ԭ���У��Љ����������ͻ�ˮ����sˮ���㣬��ˮ���������������ĥ�p���g�ȡ�
�������b�Ãɼ��������ʹ�õ��Љ������ɹܾW�yһ���o�����������������F����ˮ��������r��Ҳ���ų��Љ�������ˮ����ˮ���������ء���s��ʹ�ÙC�M���Yˮ�M����s���C�M�\���^���У����Yˮ���������C�M���ӳ��ڣ�������Ó�}ˮ�aˮ�y�����������M���aˮ����˿��ų���sˮ�����@һ���ء�
�������˴_���Ƿ���������յͣ�Ͷ�����o�������������48h���^�����׃��(���1�����Д�����Ͷ���o�����������������30t/hȫ���\�й��r�µĔ���)��
��1 Ͷ�o�������ǰ����Ҫ������������
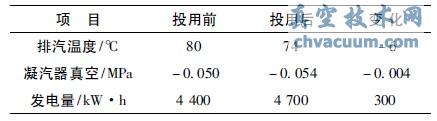
�����ɱ�1֪���o���������Ͷ������������������f���������ȵIJ������w�o��ͨ�^�ɼ��������Ч�ŷţ����ɼ���������������_�����ų��������Ȳ������w��Ҫ��
�������ÙC�Mͣ܇�C�������_�C�M�ăɼ��������4�M���졢�U���ܡ�����ҵȣ����ɼ�������M��ȫ��z�飬�l�F�������һ���ς��������c�����B��̎�|Ƭ�Гp�ģ��������c�����b��̎�ݼy�p�ġ��f���в�������δ���^����ֱ���M���˻���ң����»���҃Ȳ��o���γ���Ч����գ�ʹ������ô�͡��Mһ���z��߀�l�F�ɼ��������4�M�Љ�������·���^�V���V�W�����ڲ�ͬ�̶ȵ�׃�κͽY���F�ˆ��}Ҳ������Љ�������·�������ӣ����H�����������ͣ��o����Ч�ؽ����;S����������ա�
����ͨ�^���Ϸ������Դ_�����ɼ���������r׃����������������ն��½�����Ҫԭ�����������w�~�ܽY����ѭ�hˮͨ���������o��������Ч��ѭ�h��Ҳ��������������ն��½���ԭ��
3�����}̎��
����ᘌ�������r����ȡ�����´�ʩ�M�и��ƣ�
����(1)���������M����ϴ����ͨ�����~�ܣ���ϴ�~�ܱ��湸�ӣ�
����(2)��������B���M��ˮ�g�������º��ӣ����x�M��ˮͨ����
����(3)������������҃��ݼy�M���ޏͣ����Q�~�|��
����(4)���_�ɼ��������4�M�Љ�������·�ϵ��^�V������ϴ�V�W����׃�ΞV�W�M���ޏͻ���Q��
������ȡ���ϴ�ʩ��1#��݆�C�_�C����������ˆ�����գ�ͬ����������30t/h��ȫ��ʽ�\�У�����������_��-0.068MPa�������ضȽ�����50�棬���w�������2��
��2 ��ʩ��ʩǰ����Ҫ������������

�������^һ�Εr�g���^�죬��݆�C���������͜ضȾ��_���OӋҪ��(Ҋ��3)��
��3 ���ĺ�ǰ4���µ���������
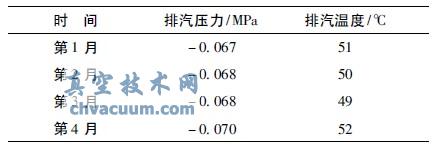
�����ɴ˿�Ҋ��ͨ�^��ͨ��ϴ���������֏�ˮѭ�hͨ�������ɼ�������ęz�ޣ������˙C�M�����������������������նȣ������������ضȣ������ڙC�M���L���ڷ����\�С�
4�����u��
������ˮ��������؈D����������-0.050MPa��80���µ���H1=2655kJ/kg����-0.068MPa��50���µ���H2=2592kJ/kg���ɴ˿ɵ�ÿ����1kg���������������pʧ
ΔH=H1-H2=63kJ
���������Yˮ��30t/hӋ�㣬ÿС�r�ɹ��s������63×30×103=1890000kJ����525kW·h���b�ð�ȫ���\��300dӋ�㣬�t�깝�s�������_378�fkW·h���s��126.3t�˜�ú���ɴ˿�Ҋ���H��������ռ������ضȸ��ƾͿ��_��126.3t�˜�ú�Ĺ�������ͬ�r�����������ʵ���ߣ�Ҳ��ʹ�l����õ�����������
5���Y�Z
�������ڙC�M���������ă�����������������ֵ��ʹ�������ă��ܸ�����D����Cе�ܣ���������������ʺ͙C�M�Ľ����ԡ���������ؓ�ɞ�30t/hȫ�����r�\��Ӌ�㣬ȫ�깝��Ч��208�fԪ�����ĺp���˷�Ӌ��ͣ���Δ������C�˹�ˇϵ�y�������\�У�ʹ��ˇ����ˮƽ���˂����_�A���g��Ч��Ҳ�dz����^��






