���A��s�b��IЧ��Һ���x����նȵ͵�ԭ��̎������
���������˶�Ч��Ĥʽ���A��s�b����I Ч��Һ���x����ն��͵�ԭ��̎�����������^���ĝ�s�b����նȻ֏������������˟��A��s�b�õ��������ġ�
�����ό������ɷ�����˾�F��1 ��6 �ft/a 50%���A��s�b�ã����ڣ����a�г��FI Ч��Һ���x����նȵ͵Ć��}�� ��ɟ��A���ϝ�ȵͺ��������Ĵ����r��
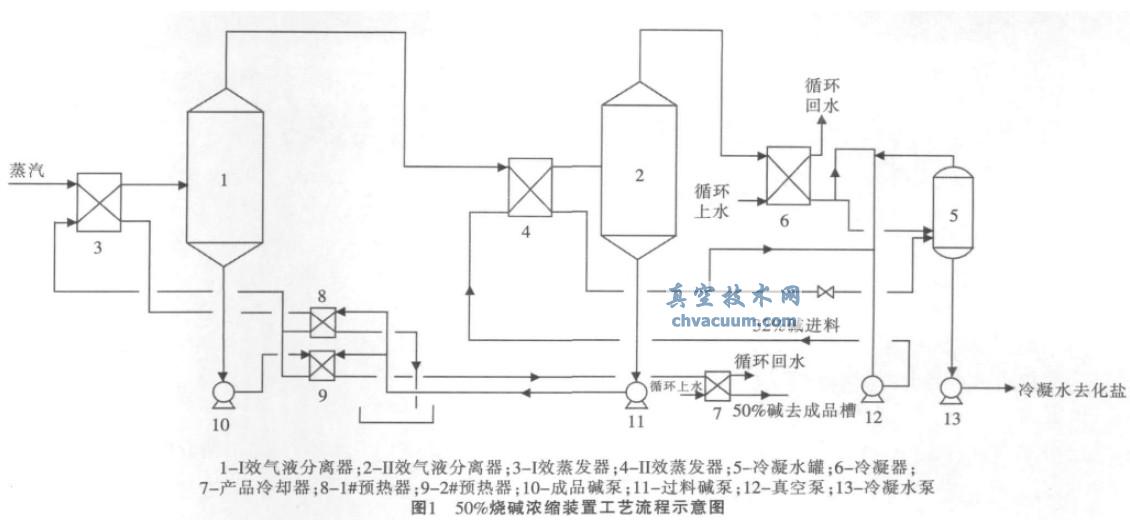
1��50%���A��s�b�õĹ�ˇ����
����50%���A��s�b�ù�ˇ����ʾ��DҊ�D1����32%�ğ��A����II Ч���l���У� �cI Ч�a���Ķ��������M�ГQ�ᣬ��sҺ�����������M��II Ч��Һ���x���б����x��50 �����ҵ����������ķ��x��픲��ų�����sҺ�ķ��x���ײ��ų����^�ϱð�40%��sҺݔ����1# �A������2# �A�������քe��50%Һ�A������������ˮ�A�ᡣ��sҺ���A����125 ����M���Ч���l���c偠t�́����������M�ГQ�ᣬ�a���Ķ���������50%���A�M��I Ч��Һ���x�������x�� ���������ķ��x��픲��ų���50%Һ�A�ķ��x���ײ��ɳ�Ʒ������1# �A������ �ٽ��^��Ʒ�A��s�����͜ض���40��50 �����ȥ��Ʒ�ۡ�
2��ԭ���Ų鼰̎��
����ԓ�b�õ����l�����ð�ʽ�Q������Ĥʽ���l���������_܇�\�Еr��I Ч���l������ն�≤-30 kPa��IIЧ���l������ն�≤-84 kPa��������Һ��ƽ��ԭ������������Խ�ͣ�Һ���D�Q���������ĜضȄtԽ�ͣ�Һ��������������D�Q����ˣ���ն�ָ���ڟ��A��s���a�^���зdz���Ҫ����ն�Խ�ͣ���s�^��������ğ���Խ�٣����ĵ������tԽ�١�
�����Ľ����b�õ��\�Р�r������II Ч���l������նȞ�-88 kPa��I Ч���l������նȄt��-25~10 kPa ֮�g���ӡ���նȵIJ���ʹ�îaƷ����ܵ��ܴ�Ӱ푣�ͬ�r��ʹ��50%���A�ć��A������Ҳ�ஔ�ߣ� ����ʹ�A��s�b���������\�в������������ģ���회�I Ч��նȵ͵Ć��}�M���Ų鲢̎�����ġ�
����2.1���z���b�����ϵ�y���O��ܵ�
�������ȣ� �����ϵ�y�M�г䉺�s�՚�����ԇ©�ķ��������ϵ�y����I Ч���l���͚�Һ���x�������B�ӹܵ�����0.3 MPa �Ě��w�������M�б��������������@�½�څ�ݡ�ʹ�÷���ˮ�����ϵ�y�Ĺܵ����O��ĸ������ڼ����m̎�M��ԇ©�� �l�FI Ч��
����Һ���x��픲��c�����������B��̎����1 �l�L�s50 mm�����s5 mm ���Ѻۡ���ԓ©�c�M�к����a©̎�������M��һ�Ή��s�՚�����ԇ©����0.3 MPa�����±����sһС�r�� �l�F�������]�����@�½���ԇ©���ָ�˔����c�z��ǰ����Ҋ��1��
��1 �A��sϵ�y�z��ǰ��ָ�ˌ�����r

������©�c������I Ч��ն�������ߣ�����δ�_��ԭ���������a��ָ�ˣ����ӷ���߀�^�����a����Ȳ��ϸ�aƷ�� ���҇��A��������Ҳ���^�ߡ���ˣ���Ȼ��Ҫ�^�m��ԓ���}�M���Ų顣
����2.2���z��I ���l��
����I Ч���l�����ʽ�Q������ ����|��偠t���a��������������|��50 ���40%���A�������l�����F��©���t�����͕��M��A·���Ķ��M�뵽I Ч��Һ���x���У���ɚ����������ߡ������l����Ƭ��ж�z�飬��δ�l�F�����@�İ�Ƭ�Ɠp����Ƭ�z�|Ҳ�]���Ɠp�������l�����½M�b���]���l������������y�T���Ϊ��É��s�՚⌦�������M�б���ԇ©�����l����0.3 MPa �ĉ����±����sһС�r�� ��δ�l�F���������@�½��������C�����l���]�Ѓ�©��
����2.3���z���Ч���l��������ˮ��
����I Ч��Һ���x���a���Ķ�����������II Ч���l���мӟ��M�ϵ�32%���A�����������ӟ��a��������ˮ��������ˮ�ޡ�II Ч���l��������ˮ�ŷŲ�형������I Ч���l�����������߲����ӷ��ȴ����Ҫԭ��������ˮ���M������ˮ��̎��1 ֻ��ˮ�y�������Þ鮔����ˮ��Һλ�͕r�Ԅ��P�]�����C���������������^����ˮ���ų���������������M����ԓ�y�T���z���l�F���y�T�����_�P���`����������ˮ�ŷŕr��ͨ���r���]���� ������������ˮ�ŷŲ����r���γ���I Ч��Չ������²��ӵĬF��
��������ˮ�y����һ�β��P䓷��m�̹����棬 ֻ��Ҫ��������ˮ��Һλ������30%���t���Ա��C����ˮ�ŷŹ܃��γ�Һ�⣬��ֹ���������ų����M���������y�T������������ǰ����b���\�Р�rҊ��2��
��2 �z��ǰ���b���\����r
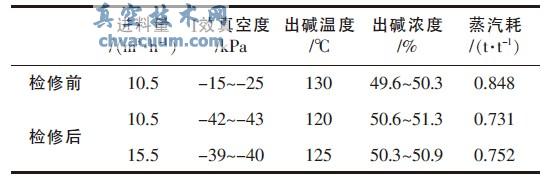
�����ɱ�2 ��Ҋ�������I Ч���l������ն����@��ߣ����Ҹ��ӷ������aƷ�ĝ��Ҳ���^������δ���F���ϸ�Ʒ����������Ҳ���@���͡�
3���Y�Z
�������H���a�\����ֻҪע�Ⅲ����׃�������ƺã����r�O�ؙC�á��Q���������l���������w���\����r���t��ʹԓ�����b�ð�ȫƽ���\�С�






