������Ԫ������������նȿ��Ʒ���
����������Ԫ�������a�з������ȸ������A����նȵķ����Ԍ��߾�����Ԫ����Ʒ�|�кܴ��Ӱ푡����ĺ�Ҫ�����˾�����Ԫ�������a�Ќ���ն���Ҫ��B��һ�N���ַ���������նȄӑBƽ�⣬��������Ч�ķ�����
����������Ԫ�������a���������Ϳs�ۃɂ����E�M�ɡ����������鵪�����������^�̣��䵪��ǰ��Ҫ������������գ��s�۷�����ؓ�������^�̣�����Ҫ���C��նȷ�����ͬ�r,ͨ�^�����,���Գ�ȥ�����wϵ�еĵͷ��Ӹ��a����ȩ���R�����,���������նȿ��Խ��ͷ����ض�, �p�پ����ή��ęC��,��������߮aƷɫ�ࡣ���,��l���Ǿ����aƷ�|������Ҫ���C�l��֮һ������ն��������T�����ص�Ӱ�,������,���ײ��ӡ��������ڳ���չ�·�O��С������·�������{���y��ͨ�^��ձõ��{�ٺͿ����{���y�_�����Ĵ�С�ɝM�㷴���^�̌���նȵIJ�ͬҪ���C�����a�^�̵ij��m�Ժͷ����ԡ�
1��������Ԫ�����a
����1.1�������^��
����������ˇҪ��(Ҋ��1)�������^�̷֞���Σ������������Y���r����Ҫ���������ʴ���95%��
��1 �����^�̵Ĺ�ˇ�����l��

����1.2���s���^��
�������^�����������mȻ(���Ȍ���������)PTA�����������_��95%���ϣ������в����Ȼ�δ�����������������ʹ�@�����Ȼ��Mһ���l���������s���^�����������������նȵķ������_���ȳ����������������ֱM����ٿs�۷�����Ŀ�ģ����ԣ����s���^�̷֞��A�s��(Ҋ��2)����K�s��(Ҋ��3)�����A�s���A�Σ���նȿ����^�ͣ����m���������������^����Ҷ���(EG)��������ʹ���c�Ȼ���ַ���������K�s���A�Σ���նȿ����^�ߣ��Ա�@���^�����������|���ľ����aƷ��
��2 �A�s�۶εĹ�ˇ�����l��

�����s�۷������ڣ��wϵ��ճ�Ⱥܴ�С�������|�����ų������淴���̶�������������u�p�������ӟ���߸��أ�����ʹ����̼�����ѽ�ȸ��������ӣ����³�Ʒ�ɫ����˕r������p���ų�����ˮ���@�������ڿs�۷������M�С�
��3 ��K�s�۹�ˇ�����l��

���������w�Ͽ������������s�ۣ������ض��ɵ͵��ߣ����������ɸߵ��ͣ�����K�s���A���������ø���ռ��g��ʹ�s�۷���ƽ����Ŀ�ˮaƷ�����Ƅӡ�
2�����Ʒ���
�����Ŀ��ƵĽǶȣ��鱣��ijһ��նȵķ����ԣ�һ���ЃɷN��������һ�N�����Dz��������������M�з������ƣ�ͨ�^���M�������{���_�����ַ�����նȵ�Ŀ�ģ����m���ڛ]�з������w���ڻ�a���Ĉ��ϣ��ڶ��N�������ڳ��ڴ���һֻ�{���y�� ͨ�^���{���y�Ŀ��Ɓ�������նȵķ����������m���Ը���V�������cݔ����w���������Ԫ������ơ�
�������ھ�����Ԫ�������b�ö��ԣ�������ն��DŽӑB�ġ��鱣�ֹ����ij��m�Ժͷ����ԣ����ڲ�ͬ�A�Δ�o�������w�ͳ���������w���Ա��C��նȵĄӑBƽ�⡣Ӱ푄ӑBƽ������غܶ࣬�T�練�����ȱڵķŚ��ʡ��õij��١��Ě�����׃���ȵȡ����ڷ������ȸ��N���w�ĽM�ֱȲ��ܱ��ַ���������ն�Ҫ���^�ߵĈ��ϣ������������Ʒ����քӑBƽ���@Ȼ�Dz����m�ġ��ڱ����M�����㶨����r�£�ͨ�^���Ƴ����{���y�_�����Ĵ�С�ɝM������Ҫ��
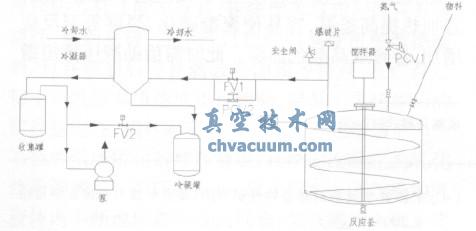
3�������^�̸��ȉ�������(Ҋ�D1)
����2.1������������������
�������������鳣�������������^�̣������Ŀ��ư���й�������������������ȉ������^�O��ֵ�r���_�P�yFV1 ���_���M�К���й�������������ȉ��������O��ֵ�r������ʽ�{���yPCV1 ���_�������ȳ䵪�����������˷�ֹ�����\�У���ϵ�y���O���˳����������Ѳ����ˆT��ע�⡣ͬ�r��߀�O���i�C�����߷���Ĥй�����Ա��o�O�䡣
����2.2���s�۷�����նȿ���
�����s�۷�����ؓ�������^�̡����˱��C�A�۷�������նȣ����˲�ȡ�^�ߵ���ղ����⣬߀Ҫ����ն��ஔ���������䲻���д���ȵ���ն����䡣ԓ�A��FV1 ���_����ͨ�^��ձ�����������������O����������———ԓ�����·����������ϲ����������Ȼ��FV1 �]�ϣ�ͨ�^��·�{���yPCV2 ���C����������նȵķ�������ˣ�ԓ�A����նȿ������{���yС�����{�������ձó�����ɡ�
����������K�s�۷�����նȌ������^��Ӱ��^�������ڿ����ֶ���Ҫ���A�s����նȿ���Ҫ����öࡣ���Ȳ���һ���ο��ƻ�·���C����������նȣ�Ȼ������һ���ο��ƻ�·�����s�۷�����������ڹܵ��ϵ���նȣ������һ����������ϵ�y���Է�������K����ճ�Ȟ����{�����������Է�����������ډ����鸱�{��ϵ�������_���ȱ��C�aƷճ���ֿ��Ʒ�������նȵ�Ŀ�ġ�
4���Y���Z
���������ᵽ����նȿ��Ʒ����܉���Ч���Ʒ��������������s�۵��A�ε���նȣ��������ƿط����r�g��������aЧ�ʡ�ͬ�r�ڱ��C���ϵ�y�坍��ǰ���£�����˾�����Ԫ����Ʒ�|��







