�_����ձ����C��̽ӑ
�����ں�Ҫ�ؽ�B���_�ı�����ԭ���Ļ��A��, ͨ�^���_�ı���Ҫ�㲿���ķ���, �Լ���ʹ�ò�ͬ�S�Еr�a������ԭ���M����̽ӑ�����������������������ʩ��ͬ�r���_�ıÙC�w�l��Ҳ���˺�Ҫ���f����
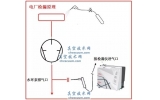
�����_����ձ�(���Q�_�ı�) ��һ�N�o�ȉ��s�����D׃��ʽ��ձá������^����D1 ��ʾ, �ڱ�ǻ���Ѓɂ��Π�Q���D��, �D���Π��Ѓ��~�����~�����~�ġ��ɂ��D�ӱ˴˳��෴�������D�����S���X݆��ͬ���D�ӡ��D�ӱ˴˟o���|, �D���c��ǻ��Ҳ�o���|, ���gͨ����0.15�� 1.0 mm ���g϶, �ñڿ��g϶���ܷ⡣ͨ���g϶�ĸ�׃Ҳ�nj������a������Ҫԭ��, �������X݆�g���X϶���X݆��l���ֱ��ԭ�l���ͬ�rҲ���a�����������Pϵ�ܲ��ɷ֡�
1�����ij���ͽ��ʹ�ʩ
�����_�ıõ���, ͨ��ָ�����\�D�����r�y�õ��������������ñ���������늙C�������Ͱl�IJ�λ����, �õ��������Ўׂ����ܷ��档
������ �S����;
������ �X݆��;
������ �D���c���w�g϶�ĸ�׃, �����D���c���wĥ���a�������Լ��ɴˮa�������������������¡�
PA. ���뉺����PB. ���ډ�����V 2. ��ǻ�ݷe
�D1���_����ձ�ԭ�͈D
������ �S�м��X݆�����������`��®a��������, �䌍����Ҫ���������ڱõĶ��ӡ����w���S�����������`����۷e����ӳ���S�����ǃɶ��S�е�ͬ�S��׃����D2 ��ʾ��
�������ڱ��w�ɶ����ƽ�ж��`��, ���w�����c�����ȿĴ�ֱ���`��, �S�����ȿ��c��A��ͬ�S���`��, �Լ����w�c���Ӷ�λ�r��λ���`���K�Y����ӳ���S������ǰ���S�Ѓȿ׳��F�`���۷e�����D���S���F�D3(b)��r: �S��������ƽ��, ����D���SŤ��׃��, �D������, �S�аl���ҳ��F�������p���S�г��Fԓ�F��������@���������S���^��, �������S���D�����ɶȕr���]���p���S�Џ��ҡ���D3(c)��

1. ǰ���w��2. �����X݆��3. �S������4. �S�С�5. ǰ���w��6. ���w��7. �D�ӡ�8. ����w��9. ˦�ͱP��10. ����w��11. �\��֧�ܡ�12. �S����13. 늄әC
�D2���õ�����D
�D3���ö����c�S�ЃȿĴ�ֱ���`��
�����ҹ�˾�������^���ԇ��5 �_ZJP-1200 �_�ıÄ���֧�c�����b���ձ��a���p��������S��,����֧�c���b���M�ڝL���S��, ���^��, ƽ����85.7dB (A) ; �ф���֧�c�˵��p��������S�ГQ��, ���b�ϵ��a��(�r����ձ��a�ĸ�1 ��) , �����ձ��a���Դ�, ƽ����86.3dB (A) , ԭ���ǵ��a���S�о��ȸ���, ���㲿���`����۷e�����@���уɶ˵��S��ж��, �Q�φ���������S��, ���ӜpС,�����@����, ƽ����82.7dB (A)��Ȼ���҂����㲿�������칤ˇ���M�и��M, �x�Ì����O��ӹ���Ҫ���, ���S�����M��ĥ���ӹ�, �ԜpС�����`��,�Y���b���p���S�е��_�ı���Ҳ������, ƽ����82.3dB (A)���@һ�Y������f������Ҫ�㲿���ļӹ����Ȍ��_�ıõ������a���Q���Ե�Ӱ푡�
������ �X݆�a�������c�S�Юa������ԭ�������ͬ�����c�X݆���������쾫���Pϵ����, �����X݆�����X�c�ȈA��ͬ�S�ȴ����`��, ��һ���X݆������ϕr�����Fһ�����X�����^�o, ����g���X϶̫С, ���c��������һ�����^�ɡ����Fԓ�N��r��������һ���X݆ж��, ��ԓ�X݆���D���S���D180 �����b��, ���X݆�����X�c�ȈA��ͬ�S���`�������, ����ʹ�X݆��g���g϶����, ������Ч�����X݆���ϕr�������p���X݆�l�ᡣ��������X݆���X�����ļӹ������_����Ҫ��, ���@�N����Ҳ�ǽ�Q���˵ġ�ֻ������X݆�ı����ӹ�����, ���ǽ����_�ı�������Ч��ʩ��
������ ���_�ıù������s�^���Юa���ğ����������D�Ӻͱ��w�ϡ��D�Ӻ��y��������������, �����w�ğ��������ױ�ɢʧ���܇�����С�����D���c���w�g�ͳ��F�ز�ӄ����D�ӵğ���Û������ؓ������r(���õ��M����ډ���^���S����) , �D����Û����ʧ�g϶, ʹ�D���c���w�ĥ��, �Ӵ����Û, ֱ����������
�������D�����\�D�^���в��ܱ���ס, �����;��OӋ�r, Ҫ���D��֮�g, �D���c��ǻ֮�g, �D���c���w֮�g���Ҏ�����g϶, ���a����ձõ�������b��IJ����_�Լ��ܟ������׃�ε�, �����D���Π�Q, ��ƽ����������, �܉���Ч�pС���������l�ᡣ
����Ҏ���˱õ����C����늙C����횵��ڴ���, ����Դ�ܽ�, ���Ҫ��늙C���������C��3��4dB (A) ����ȫ��Ҫ�ġ�Ҫ���_�����H���Mˮƽ, ������ˡ�
2���Y���Z
�����_�ıõ����c�l���Pϵ�ܲ��ɷ֡������c�_�ıõ���Ҫ�㲿�����P���x�üӹ����ļ������O��ӹ��õ���Ҫ�㲿��, �ɜpС���`���۷e, ���C�ξ���, ��߮aƷ���|�������Q�ԡ��e������X݆�ӹ�����, �x���M���S��, �܉���Ч���ͱõ������l��, ʹ�_�ıõľC�����ܵõ���ߡ�