�Lݔ�ܾ���ȫ�������y���ӹ�ˇ
1������
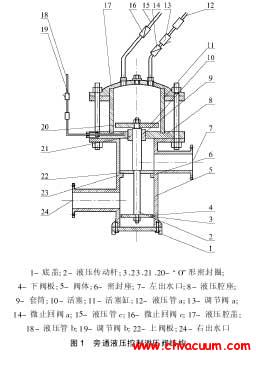
�����y�T���Lݔ�͚�ܵ��錍�F��ݔ����ݔ���{��ݔ��,�Լ��錍�Fվ��ѭ�h���O���Bͨ�����ޡ�Խվ��������հl�����I��ʹ�õĿ��Ʋ������y�T���DZ��C�ܵ��\�а�ȫ���O��,�����M�йܵ�ݔ���Ԅӿ��ƺ��\���{�ȵ���Ҫ��ˇ�O�䡣���Lݔ�ܾ��y�T��,���yʹ���^�ࡣ�ڇ������c�ܵ�������,���ɾ��ؔ��yȫ�������M�ڴ�ڏ�ȫ�������y,Ҫ��ʹ�É��������_��30�꼰���ϡ�������Ҫ��ȫ�������y�y�w�ĺ��Ӳ��ϡ����ӷ��������ӽY�������ӹ�ˇ�����Pԇ�ȷ����M�п��Y��
2���y�w�c���Ӳ���
2.1���y�w����
�����y�wͨ������̼��䓻�ͺϽ��, ��ASTMA105��A694��A350��A516��,�仯�W�ɷ����ӕr�Y���Ѽy���γ�������ҪӰ푡����ӕr,���p�е�S��P���s�|�ڽY���^�����γɵ����c����������S���γɽY���ѼyӰ����,����Ӱ����c�������Ԫ�غ������P,��Mn�cS�Y�ϳ�MnS������,�Ķ���S���к�Ӱ����������á�Mn߀�ܸ�����������ܡ��ΑB����ֲ��ȡ����,���˷�ֹ�a���Y���Ѽy, �����p�����е�Mn/S ֵ��һ��Ҫ��
����Mn/Sֵ���������ڷ�ֹ�Y���Ѽy,߀�c��̼�����P����C������,Ҫ��Mn /SֵҲ���ߡ�Si��Ni���s�|���^�����Ҳ������S���к�Ӱ푡���������y�w���ϲ�ُ�r�Ļ��W�ɷ�,�ƶ����P�IJ��ϲ�ُ�˜�,����Ч�����y�w���ӕr�a���Y���Ѽy����Ч;��֮һ��
2.2�����z�c����
(1)���z
�������z��Ҫ�����������p���ӺϽ�Ԫ��,�仯�W�ɷֺ��������ܲ��HӰ푺����^���еķ����ԡ����ӽ��^���ܺ��|��,ͬ�r߀Ӱ����������a�ʡ����z������Ҫ�����y�w�����x�������y�w����,ͨ�����x�õĺ��z������̼��䓺��z(��H08MnA)�͵ͺϽ�䓺��z(��H10Mn2)�ȡ�ͬ�r,���zֱ�����x���p�Π�Ҳ�����^��Ӱ�,�ں��������늻�늉��ͺ����ٶ�һ���r,���p�����c���zֱ���ɷ���,�ی��c���zֱ�������ȡ�����ȫ�������y�y�w���������ԄӺ�,�亸�zֱ��һ���215��6mm��
(2)����
���������ں����^��������x�՚⡢���o���p���ٲ��ܿ՚��ֺ��ͅ��c�۳ؽ���ұ�������á������z�_����,�����õĺ���ֱ��Ӱ푺��p���ٵ����W����(�e�����Լ��͜��g��) ���������ܡ�����ȱ�ݰl���ʼ��������a�ʵȡ��@��Ҫ����횾������õ�ұ�����ܺ�ˇ����,�w���ȷ���Ҫ��(��ͨ�����w���Ȟ�0.45 ��2.50mm,0.45mm���µļ������ô���5% , 2.50mm���ϵĴ������ô���2%�����w���Ⱥ������Ȟ�0.28 ��1.425mm, 0.28mm ���µļ������ô���5%,1.425mm���ϵĴ������ô���2% ) , ��ˮ��W(H2O) ≤0110%,�Cе�A�s��ĺ������ô���W(�s�|) 0.30% ,��������W(S)≤0.060% ,W(P)≤0.080%���������x�ú��z���ϼ��y�w����,�������x�ø߹����۟�������߉A�ȟ��Y�ͺ�����
3�������¿�
�����y�w�������ԄӺ�,����Կ�����L�䷽�M�к��ӡ����y�w�ں�ͨ����40 ��50mm,�˲���խ�g϶�¿���,�¿ڵ��g϶��8 ��35mm,�¿ڽǶȞ�1°��7°,ÿ�Ӻ��p��1��3��,�����ù�ˇ�|��������ʹ���z���_խ�¿ڵ�,���OӋ�ܲ����¿ڃȵČ���խ����,���z�������L�ȳ�ȡ45��75mm,�ԫ@���^���۷����ʡ����ӕr���Ì��ú���,���w����һ���^��,��Ҫ��Ó���Ժ�,�M��ߏ��g�Ժ��p�������ܡ��鱣�C���z��늻������խ���¿ڃ�λ�����_,��Ҫ�r횲����ԄӸ�ۙ���ơ�
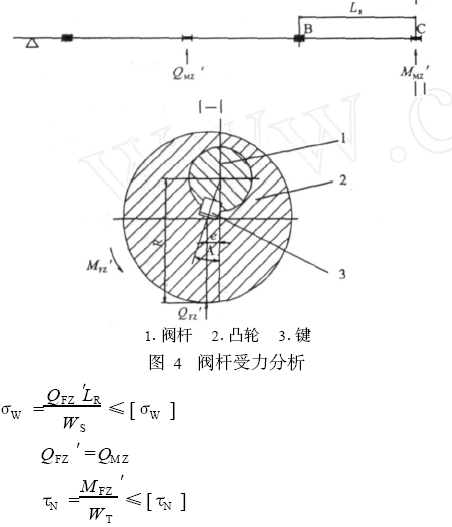
4�����ӹ�ˇ
4.1����ˇ����
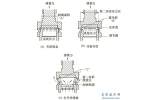
(1)�������
�����������l����׃�r,�����c�������׃�������ȡ����С,����\,��ߺ͌��Ȳ��㡣����^��,�����,����^��,�a���ߜ��Ѽy��
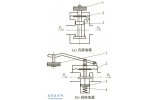
(2)늻�늉�
����늻�늉��c늻��L�ȳ����ȡ�����ͬ��늻�늉��ͺ�������r,����x�õĺ�����ͬ,늻����g늈����Ȳ�ͬ,�t늻��L�Ȳ�ͬ���������l����׃�r,늻�늉���,�����,���p����խ,�a�����Ѽy��늻�늉��ߕr,���p��������,��߲�������늻�늉���������������{����,��һ���������Ҫ����һ���Ļ��L�ſ��ܱ��C����늻��ķ���ȼ��,����늻�늉���׃�����������ġ�
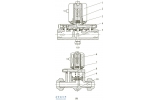
(3)�����ٶ�
���������ٶȌ�������ی�����Ӱ�,ͨ����r������ی��c�����ٶȳɷ��ȡ������ٶȌ����p�����Π�Ҳ��Ӱ�,һ�㺸���ٶ��^С,�ۻ���������,���p���β�����ٶ��^��r,�ۻ�����������,���a��ҧ߅�����H���ӕr,����������a��,�����Ӻ����ٶȵ�ͬ�r��횼Ӵ�늻�����,���ܱ��C���p�|����
(4)���zֱ��
�������������늻�늉��ͺ����ٶ�һ���r,�����c���zֱ���ɷ����Pϵ,���@�N�����Pϵ�S����ܶȵ����Ӷ��p����
4.2����ˇ�l��
����(1)���p�¿��Π���g϶���������l����ͬ�r,�����¿���Ⱥ͌���,���p��������,�ی����МpС,����@���pС��
����(2)�����Ѹ�
���������Ѹߑ����C�ڽz�O�܇���ס늻�,һ����25��40mm����ʹ��ճ�Y��������Y�����r,�����ܶ�С,�����Ѹ߱��۟������߳�20%��50%�������Ѹ�Խ��,���p���Խ��,����Խ�\��
����(3)���ӽǶ�
�������z�������c�����A�nj����p����Ҳ���^���Ӱ푡����y�w�����^����,���M�����C���졢���z��ֱ�ڹ������档
5���z�y
��������ԇ���ÈAͲ�M��,����A105������Ҫ����C�ʹ_���y�wԭ���ϡ����zֱ���ͺ�����̖,���������¿ڽY�������ӹ�ˇ����,�A�y�Ϳ��ƺ��ӕr�ض�׃����׃�����ͺ��Ӛ�������,���y�w�����a�OӋ�ṩ��������������ԇ�ϵ�y�����늉��y��ϵ�y��λ��׃�Μy��ϵ�y���ضȜy��ϵ�y�����ֽM�ɡ�