�\Մ�߉��y�T��PR2�������b��ԇ�
����PR2���y�T��Ҫ����PR2�������b�úͲ��͘��O���ϣ����Ʋ������������w���_�]���Ǿ����b�úͲ��͘���IJ���֮һ�����߉�PR2�������b�úͲ��͘��O����������^�ߵ��OӋ�������ԇ�Ҫ��һֱ�LJ���ʯ���O��������I��ܛ�ߣ�������PR2�����b��ԇԇ�E�ࡢ���r�l�����ӣ����y�T�ܷ�Ϳɿ���Ҫ��dz��ߣ�ԇ�ͨ�^�y�ȴ��Č���ͬ�Y������ͬ�OӋ�����ăɂ��ք�ƽ���l�yԇ��^�̺ͽY���M���˷�����ԇ�Y�������F���y�T�Y�������ϵ��x���ܷ�����x��������������������y�TPR2�����b��ԇ�ɔ���ԭ���o���˸��M����Ľ��h��
�����l�y�Ǿ����b�úͲ��͘��O���І��]���w���P�I������������Ҏ��࣬�����ܰ�ȫ�ɿ����P��Ҫ��һ���y�TʧЧ���p�t��(��)���@�������a��ͣ������ش��pʧ���t���ܕ�����ˆT�����¹ʡ�
�����҇���ʯ���b�������ͳ���߀̎�����L�A�Σ����������ÑaƷ�İ�ȫ�ԡ��ɿ��Ե�Ҫ����ߣ����ܼ��e���ߵĮaƷ����Խ��Խ�ࡣ�皤�ƹ�˾Ҫ�o���ṩ���y�T��횝M��PR2Ҫ���ȵ�һЩ�����͚���ͺ�������Ҳ�����aƷ�����PR2����Ҫ���y�T�OӋ�������Ƿ����PR2��������Ҫ���ͨ�^API6A�˜�Ҏ����һϵ�������b��ԇ�����������C��
1���y�T��PR2�������b��ԇ��Ҫ��
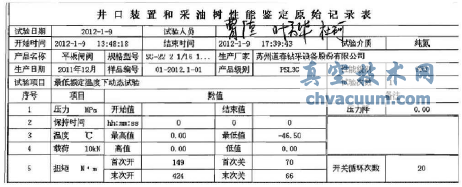
�����y�T��Ҫ����API6A(ISO10423)/GB22513�˜�(���º��Q“�˜�”)Ҏ���M�Љ����yԇ���yԇ�ϸ���ٰ��˜�Ҏ���M��PR2����ԇ���wԇ�������£�
����(1)�Ҝ���160�Ύ����_���Pѭ�hԇ
����(2)��ߜض��µ�20�Ύ����_���Pѭ�hԇ
����(3)��͜ض��µ�20�Ύ����_���Pѭ�hԇ
����(4)�y�w�Ĝض�ѭ�h�����A�εĸߡ��͉��ı���ԇ
����(5)����ԇ��^�����y�T��Ť��ԇ
2���y�T�OӋ�ą������OӋ���c
����2.1���OӋ����
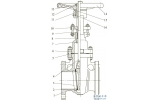
����2.2���ք�ƽ���l�y���OӋ�Y�����c
����2.2.1����Ҫ�Y����D1
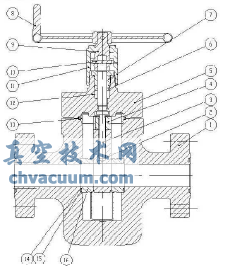
1�y�w 2�l�� 3�y�U 4�y�U��ĸ 5�y�w 6���h 7���ω��w 8��݆ 9�y�U��10�N 11�S���w 12�y�U���� 13�ܷ�h 14 �y�����ܷ�Ȧ 15�y�����ܷ�Ȧ 16�y��
�D1 �ք�ƽ���l�y
����2.2.2���Y�����c
����a.�l�y���Æ��l�塢���y���Ͱ��U�Y����
����b.�y�U��̎���������S���OӋ����Ť�أ�
����c.�l����y�����ø���ʽ�OӋ��
����d.�y�T�p���ܷ��OӋ��ʹ�É������L��
����e.�w�w�ܷ���ý����F���ܷ�h��
����f.�y���c�l����ý����ܷ⣻
����g.�y���c�y�w���ý����c����Ȧ�ͺ��ܷ⣻
����h.�y�U���õ��ܷ��OӋ���Ɏ������Q�y�U���ϡ�
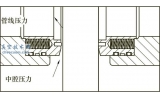
����2.3��PR2����PR1���l�y���OӋ�������b��ԇ��IJ�e��
����PR1������ԇ�˜ʏ�����Ҏ��������3��ѭ�hԇ�����ߡ��͜ص�ԇ�ֻҪ�ṩ���^�C�����ɣ��@Ȼ��PR2���y�T��Ҫ��Ҫ��PR1�ߵöࡣPR2���y�T����PR1���y�T���OӋ�Y�����w��ͬ���^�e���£�
����(1)�����ܷ���Ĺ❍�����һ���ȼ���
����(2)�����ܷ����̽��ȫ����ߵ�PSL3����գ�
����(3)�y���ܷ���Ã���ɂ�����Ȧ(PR1ֻ��һ������Ȧ)��
����(4)�l�塢�y������ȫ������Ӳ�|�Ͻ���ͿӲ������(PR1�е������Ѻ��������͇�Ϳ��)��
����(5)�����S��ȫ�����ó��d�����ĝL������S��(PR1�����õĞ�L�������S��)��
3���y�TPR2�����b��ԇ���r����
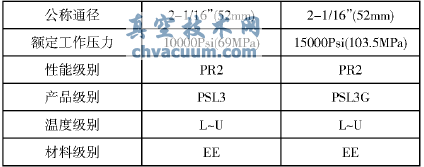
�����ɂ���ͬ�OӋ�����y�T�������b��ԇ��ڇ����͚��ᆴ���O���|���O���z����Ľ��h�Cе�о����M�У�ԇ�����ǽ����ܷ����ԇ����2-1/16“10000Psi�l�y���M���˃ɴ�ԇ��һ���ڵ͜�ѭ�h�r����й©����ԇ�ʧ���������ĺ������M��PR2ԇ�ڶ������ͨ�^��2-1/16“15000Psi�l�y�tһ�������ͨ�^��
����3.1��PR2ԇ��������r
����2-1/16“10000Psi�l�y��һ��ԇ�͜�ʧ���ľ��w��r�飺���ض���-30°C�r�y�T�\�����������S���ضȵĽ��ͣ�й©���_ʼ������z�l�F�y�U���ϟo�p�ģ����y���ܷ�Ȧȫ���p�ģ��l����y���ܷ������p�����������㲿��ȫ����������ͨ�^ԇ��������ӛ䛰l�F�y�TŤ��ƫ���e�ǵؕ͜r��Ť���dz��ص�2�������_��221N•M�����^���OӋ��200N•M���ڶ���ԇ�r��һЩ�P�I�����M�������ģ����ԇ����ͨ�^������z�����ϡ��ܷ�Ȧ�o�p�ģ��l�塢�y���o�������������ĥ�p�����������ȡ�������һ�ε�ʧ����r���P�ߌ��OӋ�x���M�������ģ�����ǰ����OӋ���x�ò��ό������±���

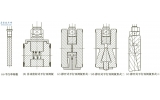
�����D2���D3����2-1/16“15000psi�l�y�͜�ѭ�hԇ��ӛ�ժ䛣�����ȫ������2-1/16“10000psi�l�y���OӋ�c�x�ģ��Y�����ͨ�^PR2�����b��ԇ�ٴ���C��2-1/16“10000psi�l�y���OӋ����������Ч�ġ�
�D2 �����b�úͲ��͘������b��ӛ䛱�
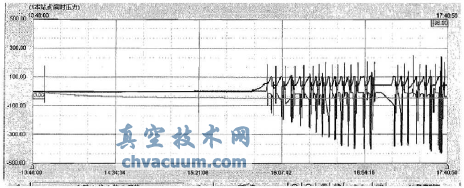
�D3 �l�y�͜�ѭ�hԇ�r�����D
����3.2��ԇ�ɔ���ԭ�����
����ͨ�^�������ε�PR2�����b��ԇ�����ҵ�ԇ�ʧ����ԭ���w���}���������£�
����(1)�y�U�ܷ���͜�й©��������x�õ��ܷ���_������͜ض�Ҫ��
����(2)�y���ܷ�Ȧ�ēp�ģ��f���y���ܷ�Ȧ�ֿ����˜ض�׃�����ܷ≺�����p�����ã�
����(3)�l�塢�y�����p�������f���l�塢�y���ı���̎��Ӳ���x�������ڳ��ء��ߜغ͵͜ض��ѭ�h����ɱ����p������
����(4)Ť��̫���f���y�U���y�U��ĸ��Ħ��ϵ���^�������c�y�U֮�gĦ��ϵ���^�pĥ��ʩ������
4���YՓ�����h
����ͨ�^�˴ɂ��y�T��ԇϵ�y�˽����y�TPR2�����b��ԇ��Ԕ���^�̺�Ҫ��Ҳ��ԇ�ijɔ����ի@���S�࣬�ڴ˽o���YՓ�ͽ��h�����������b��
����(1)�y�T�OӋ��������_�����ܷ⼉�e���ܷ��_����й©���y�T�ĸ��㲿�����|����횇�����ƣ��eע���ܷ���͂��Ӳ������|�����ܣ����OӋ��Ҫ��ֿ��]�Љ������ܷ�Y���ğ�Û��s��׃���������ƺ����P��ϳߴ磬����l��������Ӽ������F���ܷ���͂��Ӽ�����ĥ�Ժ͜pĥ��ʩ���M�п��]�����C�y�ڸߡ��ؗ͜l���µIJ���Ť�ط���Ҫ��
����(2)�ǽ����ܷ�����x��dz���Ҫ���F���Ȏ�߀�]���܉�M��PR2ԇ�ķǽ����ܷ���S�ң��������ć����M�ڡ����x�÷ǽ����ܷ���r�����M���x��������ʹ�ÿڱ��ďS�ң�������M�㹤�������͜ضȵ�Ҫ��
����(3)���ȵ�PR2�����b���C�����о�Ժ����߀�]�����P�ǽ����ܷ���ğữ�W���ܵęz�y������ϣ�����z�y�C�����о�������ԇ��O�䣬�߂�ǽ����ܷ���������b�����������⣬�ܷ�������a�S����e�O�_�l��ʹ�aƷ�M��PR2���ܼ��eҪ�����Ռ��F�����ܷǽ����ܷ���ć��a����