��ӕrЧ���g(sh��)�ڵ��y�w�еđ�(y��ng)��
�����rЧ�������Cе�ӹ����������(y��ng)���Ļ��A(ch��)��ˇ����ӕrЧ��70�����Դ������������ڵ���Ӣ���������õ��ˏV���đ�(y��ng)�ã��҇���80������_ʼ���Mʹ����ӕrЧ��ˇ��������ӕrЧ��һ�N��Ч����(ji��)�ܡ��h(hu��n)�����ͳɱ��ĕrЧ�������c���y(t��ng)�ğ�rЧ����Ȼ�rЧ��ȣ���ӕrЧ�������a(ch��n)���ڶ̣����غ����`��㣬���a(ch��n)�M�õͣ��o�h(hu��n)����Ⱦ�ȃ�(y��u)�c��������ӕrЧ�ğo�ȵă�(y��u)Խ�ԣ����m��(y��ng)�F(xi��n)�����I(y��)����Դ�ͭh(hu��n)����Ҫ��(y��ng)����ӕrЧ����I(y��)���M���y(t��ng)��ˇ����Ј�������������x��Ŀǰ��ijЩ������ȡ���˂��y(t��ng)�ğ�rЧ����Ȼ�rЧ��
1����ӕrЧ�C�����b�õ�ԭ��
1.1����ӕrЧ�C��
����������ë�����켰�����ӹ����^���У�ʹ��(n��i)���a(ch��n)��������(y��ng)������ʹ����̎�ڲ���(w��n)����B(t��i)�������˳ߴ緀(w��n)���Ժ͙Cе�������ܡ���ӕrЧ��ˇ��ͨ�^�N����������ٹ����еĚ�����(y��ng)���ġ��������������������®a(ch��n)���������н�׃�ӑ�(y��ng)���c������(n��i)��������(y��ng)���B�ӣ���(j��ng)�^һ���r�g�����ϰl(f��)���ֲ���������(d��o)�¾���(n��i)�;����eλ�a(ch��n)�����ƣ�ԭ�ӏIJ���(w��n)��λ�ܸߵ�λ�������^��(w��n)����λ�ܵ�λ�á���(j��ng)�^���^�̣��������^������(y��ng)���õ��w�ơ����ͺ;������Ķ����ͻ����������ă�(n��i)��������(y��ng)����
1.2����ӕrЧ�b�õ�ԭ��
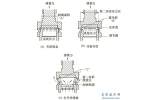
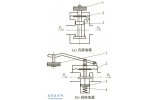
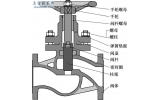
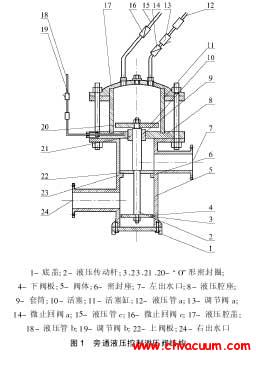
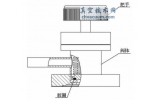
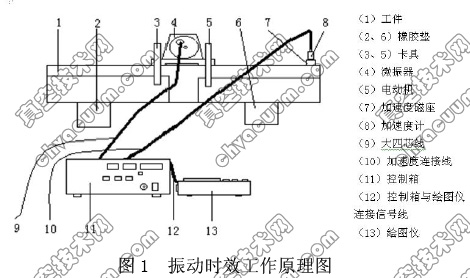
�����Cе��ӕrЧ�b����Ҫ�������������������C�����ٶȂ�������֧�����z�Ȳ��֡���Ҫ�����ǿ��Ƽ�������ij��������ݔ��ˮƽ����һ���l��(�D(zhu��n)��)��������һ�l�����^�ߵķ�(w��n)�l���ȹ���.�����ǹ����ǰ��ؓ�d����׃���^���ҵ���r�£���ӛ䛡��R�e��ݔ�����P(gu��n)�rЧ����������(sh��)���乤��ԭ��D��D1 ��ʾ��
2�����y���w��ӕrЧ�Ĺ�ˇ
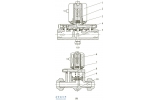
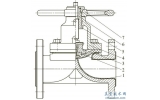
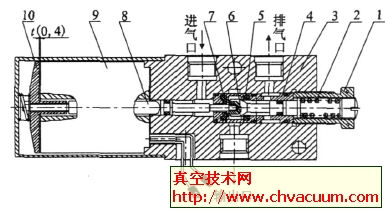
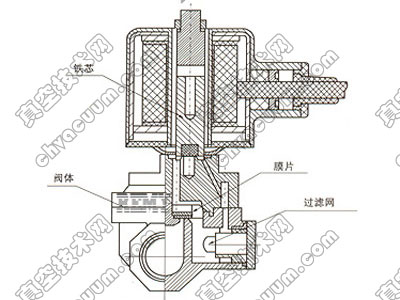
������ӕrЧ��Ч��ȡ�Q����ӕrЧ�Ĺ�ˇ���x����D2 ��ʾ��һ��ұ����y�w�������T����ɵĽY(ji��)��(g��u)�������Π��(f��)�s����������������࣬�ں���������(y��ng)�����ҷֲ����s����ǰ������Ȼ�rЧ�Ĺ�ˇ�д��ںܶ��ȱ�c��ij��˾��2005 ���_ʼ������ӕrЧ��ˇ�ԁ����ڮa(ch��n)Ʒ���|(zh��)�������a(ch��n)Ч�ʷ���ȡ���˺ܴ���M������������a(ch��n)���`��(j��ng)����:������ӕrЧ�Ĺ�ˇ���^��(f��)�s����회����w�����M����ǰ�Ĺ�ˇ�������O(sh��)Ӌ��(y��u)����Ӆ���(sh��)�������ӕrЧ��Ч����
2.1����ˇ����
�����������ʧЧ�Ĺ�ˇҎ(gu��)�����������rЧǰ��(y��ng)�M�й�ˇ���������_����(ji��)�s��ܺ����r�g��Ŀ�ġ����ȣ���(y��ng)����(j��)�����IJ��|(zh��)���Y(ji��)��(g��u)��ë������Ĺ�ˇ��ʽ���^�̣��������w�Ě�����(y��ng)�����ķֲ����ߴ羫��Ҫ���Լ������d�ɣ����ܵ�ʧЧԭ��������M�з�����Ȼ���ٛQ����ʩ��ӕrЧ�Ĺ�ˇ·�����rЧ���c��λ��ұ����y�wһ�㰴���w���������ԓ����ĽY(ji��)��(g��u)һ���^��(f��)�s�������l�����ӡ����wë��һ�����T��ӵĘ�(g��u)���������T���a(ch��n)���Ě�����(y��ng)����(y��ng)����(j��)�T�칤ˇ����Y(ji��)��(g��u)�Π����λ�á��ں���s����r�������Д���(y��ng)������r�����M�������f�������Ӽ����Ⱥ��ͺĴ����¿ڵĴ�С�����p���Π��λ�õȣ����a(ch��n)���Ě�����(y��ng)����С�ͷֲ�����Ӱ푡�

��������(j��)���w�ڷ��ەr���d����r�����������w�ij��ܵĹ����d�������^��(f��)�s������ұ����y�w�ڹ�������Ҫ������׃�Σ���ˣ�ԓ���ʧЧ��ӄt��Ҫ���Ï������͡�
2.2����ˇ����(sh��)�ă�(y��u)��
������ӕrЧ�Ĺ�ˇ����(sh��)���������c��֧���c�������l�ʡ��������ͼ���r�g���@Щ����(sh��)���xȡ��(y��ng)����(j��)�����Ĺ���������ԁ��_�����������l��̎�ڹ����Ĺ����l�ʸ����r�����^С�ļ��������Լ�������Ąӑ�(y��ng)����ֻ���ù��������l���M�м������(j��ng)������㡢��Ѹ�ٵؽ������Ě�����(y��ng)���������ڌ��`�аl(f��)�F(xi��n)�����ڲ��ü�������С���������l�ʺͼ����c��λ�ò��������Еr�����F(xi��n)�_��������������(y��ng)����Ч��������ֻ�Ǿֲ��������˚�����(y��ng)�����Еr�������������ѡ�����б�Ҫ����ӕrЧ��ˇ����(sh��)�M�Ѓ�(y��u)���O(sh��)Ӌ��
��������(j��)����ӕrЧ�O(sh��)��ʹ���փԡ��в���Ҫ������ǰ�������M�ж��c���l�����ڒ��lͬ�r��ۙ�L����ǰ��ˇ��������ӡ����(sh��)���C�����В��l��������(y��ng)�Ĺ����l�ʣ��ҳ���Ч���������P(gu��n)�I��λ��(y��ng)������Ч����(�Լ�����(y��ng)����Ч�l��)��ֱ�ӌ��@Щ��Ч�l�ʡ���Ч����)�rЧ��ͬ�r�ھ���ӡg-t�������^��rЧ�M�̣��Q���Εrͣ�C��Ȼ����ͨ�^��ԓ�l��(����)�ֲ����l�;ֲ���ӡ ��