�T�F�y�T�ķ�ĩͿ�ӹ�ˇ̽ӑ
1������
����ˮϵ�y���ډ�����,�����y�T�ܵ������Ҫ���Ϟ��T�F��ˮϵ�y���OҪ���y�T�c�ܵ��ȉ���һ�㲻����30a,���܌����|��ɶ�����Ⱦ�����T�F�����g,��һ���|���ܝM��Ҫ��,��Ҫ�����M�к��m��Ϳ��̎��,�@����Ҫ��ԓaƷ��Ϳ�����о�����,�x����m�IJ����c��ˇ���T�F�y�T�IJ��ϰ������T�F������T�F����ī�T�F�ȡ�������ī�T�F�y�T��ˮϵ�y�е�ʹ��Խ��Խ�V��,��������ī�T�F�y�T�����M��Փ����
2���F��
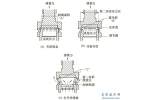
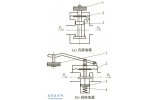
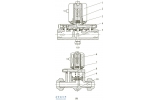
�������{�����,�F���y�T�ēp�ĺ��Q��Ҫ�����w�P�g,��ǻ����c���|���|,�P�g�O�����,�P�g���y�Tͨ��׃С,��������,Ӱ푽��|��ݔ�������y�T�ల�b�ڵ�������,����c�՚���|,�՚⳱��,�����װl���P�g���@����Ҫ���y�T�����w���ϼ��Է��o,�����Lʹ�É�������һ����,�����T�Fֱ���cˮ���|,�P�g�Ĵ��ژ��Ɍ�ˮ�|�Ķ�����Ⱦ,�@��횼��Կ��ơ����,��Ϳ�ӵ�Ҫ���Թ����Է��o����,�b��Ԟ��o��
�����y�T�ı���̎����ʽ��Ҫ������Ϳ�b����\�ͷ�ĩͿ�b�ȡ�Ϳ��ķ��o�ڶ�,�����L���ڹ��r��r��ʹ�á���\��ˇ��Ҫ�ǹܵ������^��,����\�����\���в���,��ˇ���s,�A̎��������ϴ������ˇ,������������ᡢ�AҺ�Ě�����,�����˸��g���[��,ʹ��\�����a��Ó��,��\�����g���ޞ�3��5�ꡣ��ĩͿ�b����Ϳ�Ӻ����g���͛_ˢ�����c,�ܝM��ˮϵ�yʹ�×l�����y�T��Ҫ��
3������
������ĩͿ�ϟo�܄�,�p���˭h����Ⱦ���ЙC�܄��ж�,�䲻������ȼƷ,������\ݔ��ȫ����,���㽛������ĩͿ�Ͽɻ�������,�����ʼs��95%��Ϳ�Ϲ�ˇ���F�Ԅӻ�,һ��Ϳ�b�ɫ@��40��500μm��Ϳ�ӡ�Ϳ�ӟo����,����˹���Ч�ʡ�߅�ǵĸ��w�ԃ���,ͿĤ�ęCе���ܡ��^�����ܺ����g���܃���������,��ĩͿ�ϓQɫ������s������r�܉������ضȺ͝�ȵ�Ӱ�,�Y�K����ĩͿ�ϵ������O���Ϳ�b��ˇ�^���s��
������ĩͿ��Ʒ�N����,���õ�������11������12���h����֬�ͭh�������ȡ��C�������ܡ��ɱ���ˇ���s�̶ȵ�����,�h����֬��ĩ�m�������y�T��Ϳ�ӡ���������]�ɱ�����,����ϵ�з�ĩ����ѷ���,�C������ָ�˸ߡ������в���������ĩ���y�TͿ�ӵijɹ�������
4����ˇ
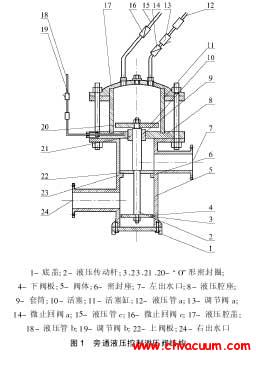
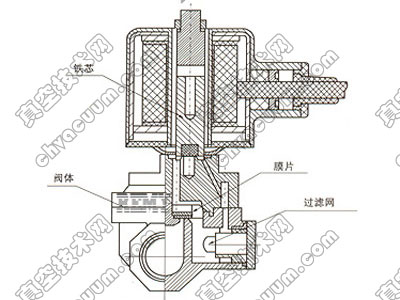
�����y�T����Ҫ��Ϳ���T�F������y�w���y�w�����w����݆���l��ȡ���Ϳ��ˇ���̞鹤���A̎��→ȥ���҉m→�A��→��Ϳ→�̻�→��s��
(1)�A̎��
������ҪͿ�b�ı������Ǹ���Ƀ���,�Ҿ���һ���Ĵֲڶȡ��T�F�Ķ���ԽY��,ʹ�㲿���M��������,������̎��r,�O�װl����ȝB,���²��σȃ�����O�װl����ࡣ���,�T�FͿ�bǰ���ܲ�ȡ��ϴ������ˇ̎��,�����Ç����ɰ��ˇ,�_��Sa215��������̎����6h����M���A��̎������,����ע���㲿�����ñ�����,��ֹ�ٴ����P�����\�^����횷�ֹ������Ⱦ,���䎧��������ס��OӋ��Ϳ���r,����l�����S,���Կ��]�ھ��M�Ї���(��ɰ)̎��,���Ա����˹���ν��|����,��ֹ����������Ⱦ�������õĺIJĿ��Բ��Ã��|���P���( SΦ115)�c���P����^(Φ112)��1��1�������,����������r���ڰ������a�䡣
(2 ) �A��
����횱��C�T�����w�ض���190 ��210��,�����Ժ��ҿ՚�ض������ж������ضȵ�����,�՚�ض�ֻ�����酢���������y�T�T�������ҽM������,���ڟ���ԬF��,��������A��r�g���C�����Ĝض�,ͬ�r�������еĚ��w���,��ֹ��ĩ��Ϳ�����,�γɚ���ȱ�ݡ����w�r�g��������Ҏ��ߴ��O����
(3)��Ϳ
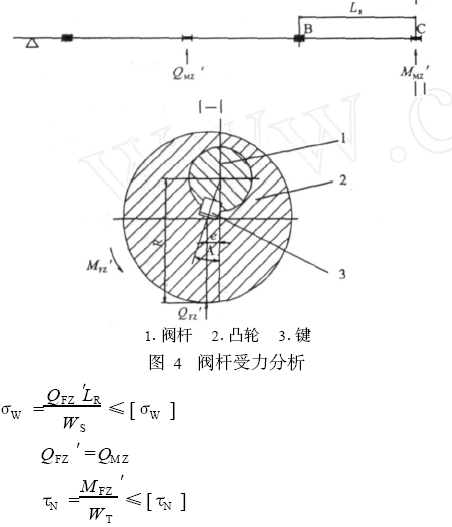
������Ϳ��Ҫ���o늇�Ϳ����������ˇ�ɷN���o늇�Ϳ���������ߴ��С���Է֞��ĩ�o늇�Ϳ���a��ˮ���ͷ�ĩ�o늇�Ϳ��Ԫ,���߹�ˇһ��,��Ҫ�^�e�ǹ��������D��ʽ����Ϳ���a��ˮ���Dz��Â�ݔ��Ԅӂ�ݔ,����Ϳ��Ԫ���˹����b��Ϳ�ӵĺ�ȿ�����250 �� 300μm�����С��150μm,���o���ܽ���,��ȴ���500μm,Ϳ�Ӹ������½�,�͛_�����ܽ���,ͬ�r��ĩ�������Ӵ���������ˇ�Ƿ�ĩ���������ȳʑҸ���B,��ĩ������Ĺ������ڱ������z,�γɲ�С��300μm ��Ϳ��,��������ˇʩ���Ĺ���Ĥ�����,���ڃ�ǻ�ȅ^��Ҳ�ܺܺ�Ϳ�b,Ϳ�b�|����,Ч�ʸߡ��o늇�Ϳ������ˇ����,һ����Ͷ��С����������ˇͿ�b�|����һ����Ͷ���Ϳ���ڱM���̵ܶĕr�g�����,������ڷ�ĩ���z�r�g�ȡ����ڲ��臊Ϳ���ݼy��ƽ�桢��̎,���Բ��ù��z���ߜ��z���������ڱܱ��o,����Ϳ��ɺ�ȡ�¼��ɡ�
(4)�̻�
�����̻��ض�180��,�r�g10 ��15min���̻��h����Ϳ����K���͵ĭh��,����KͿ������Ӱ��^��,������������ضȺ͕r�g���ضȵ�,�r�g��,�̻�����ȫ���ضȸ�r�g�L,������Ϳ��׃ɫ����Ϳ��ɵ��M��̻�����ĕr�gҪ�M���ܶ�, 2min�ԃȞ��,��t��Ӱ푹̻�Ч�����̻���ɵĹ���,��s���Ҝ�,���h������Ȼ��s����