��ռ��g(sh��)��(du��)���p��Ҫ��
��ռ��g(sh��)��(du��)���p�������c(di��n)Ҫ�����O(sh��)Ӌ(j��)�ͺ��ӕr(sh��)��(y��ng)����ע�⡣
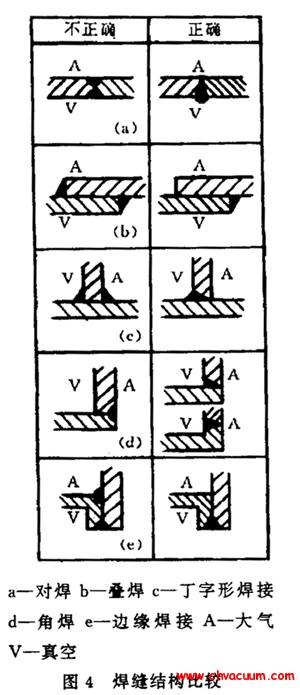
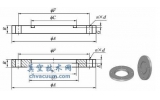
���O(sh��)Ӌ(j��)���p�Y(ji��)��(g��u)�r(sh��)�����^��횺�����(y��ng)����a(ch��n)���ۼ�������к����g����ռ��g(sh��)�г�Ҋ�ĺ��ӽY(ji��)��(g��u)��D4��ʾ���ĈD�п��Կ��������_�ĺ��ӿ��nj����p�������һ��(c��)�����M(j��n)������ۺ����e(cu��)�`�ĺ��Ӷ���(sh��)����(hu��)�γ������g(����)�����ɺ��p֮�g��סһЩ���g�����惦(ch��)�К��w��
�ں��p��(y��ng)һ�κ��ã��Ա���ɴκ��ӕr(sh��)����к����g���o���z©��
�ۺ��p��(qi��ng)�����M(j��n)�Ѓ��溸�ӕr(sh��)����(n��i)�����p��(y��ng)��©�⣬��z©��Ҋ�����M(j��n)���⺸�r(sh��)��(y��ng)�O(sh��)���@�����ס�
����������(n��i)��Ҫ�M(j��n)�нY(ji��)��(g��u)���ӕr(sh��)����(n��i)�����p����(y��ng)�B�m(x��)���Ա������κΜϲ۵Ě��w���ų������ҽY(ji��)��(g��u)���p����(y��ng)�c�ܷ⺸�p�ཻ�档
�ݺ��ӵĽM����(y��ng)�O(sh��)Ӌ(j��)��ʹ���(sh��)���ĺ��p���������A�ηքe�y(c��)ԇ�����������M(j��n)����K�b����ǰ�C����
�����ܷ�����S���©��(��(du��)�ڿ՚�)���ں��p�L(zh��ng)���ϼs��10-7Pa·m3��s·m�����©���^�ߣ���(y��ng)��(d��ng)�����pĥ����ֱ��¶��ĸ�ģ�Ȼ�����º��ӡ��в�Ҫ��ԭ���a(ch��n)��©��ĵط��M(j��n)�ж��κ��ӣ���?y��n)��a(b��)����������ס©�ף��������a(ch��n)����(y��ng)��ʹ���p�a(ch��n)���µ��ѿp��









{kind=link}