һ��߉��p�y(li��n)�w�y���p˺��δ���¼��ķ�����������(du��)��
����δ���¼��͂����¹ʾ�����ͬ�ęC(j��)�����T��(j��ng)�^��(du��)�½�220×104t/aϞ�ͼӚ�̎���b���_�����a(ch��n)�^���г��F(xi��n)��һ��߉��p�y(li��n)�w�y���p˺��δ���¼�����(du��)�T�l(f��)ԭ���M(j��n)������������������(y��ng)�Č�(du��)�ߺͽ��h���Ķ�����ͬ��¹ʵİl(f��)����
1��Ϟ�ͼӚ�̎���b�ú�(ji��n)��
1.1����ˇ��(ji��n)��
����ij��˾220×104t/aϞ�ͼӚ�̎���b���Ԝp��Ϟ�͡�����Ϟ�ͺ�Ó�r���͵Ļ���͞�ԭ�ϣ����Мp��Ϟ���M(j��n)�Ϟ�76.21wt%������Ϟ���M(j��n)�Ϟ�13.82wt%��Ó�r�����M(j��n)�Ϟ�9.97wt%���M(j��n)��������1.73m%�����Ó��ʯ�ͻ����о�Ժ(FRIPP)�_�l(f��)��FFHTϞ�ͼӚ�̎����ˇ���g(sh��)���Ӛ�̎����������FRIPP��FF-18(���o(h��)����FZCϵ�б��o(h��)��) ����Ҫ���a(ch��n)��������1700μg/g�ľ���Ϟ�ͣ�����ѻ��b���ṩ��(y��u)�|(zh��)��ԭ�ϣ�ͬ�r(sh��)���a(ch��n)����ʯ�X�ͺͲ��͡�
1.2�����ڵ�Σ�U(xi��n)
����Ϟ�ͼӚ�̎���b���Ǹߜظ߉������䡢�R���b�ã�����(y��ng)���O(sh��)Ӌ(j��)����12.81MPa���O(sh��)Ӌ(j��)�ض�450�棬ѭ�h(hu��n)�����京�����_(d��)10000μg/g������(y��ng)����(n��i)������(d��o)���W(xu��)����(y��ng)��şᷴ��(y��ng)��һ���O(sh��)���ܷ⼰�|(zh��)�����F(xi��n)���}���������͚�й©�����l(f��)���(z��i)��ը�����ж��¹ʣ����ڸߵͷ��x�^(q��)��������(d��ng)���t�O������͚⻥�Z�ߵ͉����Z���Ķ����l(f��)�O(sh��)�䱬ը�¹ʡ�
2��δ���¼�����
2.1���¼���(ji��n)Ҫ��(j��ng)�^
����2009��5��18���賿4��40����(d��ng)����λ�����ˆT���b�ìF(xi��n)��(ch��ng)�z���У����ϵ����(b��o)���xͻȻ��(b��o)����Ѹ�ٳ��x�ˆT���ڴ����÷��o(h��)��Ʒ�F(xi��n)��(ch��ng)����й©�c(di��n)���l(f��)�F(xi��n)����(y��ng)��R5101����侀�����װ������p(li��n)�yǰ���p�_�ѣ�������10.0MPa�����Ȟ�10000μg/g�Ě�����й©���粻���r(sh��)��ȡ��ʩ���ܿ������l(f��)һ����(y��n)�ص����ж������й©����ը�Đ����¹ʡ������ϼ�(j��)��(b��o)���ͬ�r(sh��)��Ѹ�ٲ�ȡϵ�y(t��ng)���������xй©�c(di��n)���Д�й©Դ�ȴ�ʩ���������B(t��i)���M(j��n)һ���U(ku��)�����ڃ�λ�����T�l(f��)�F(xi��n)���r(sh��)��̎���î�(d��ng)��������һ����ܰl(f��)�����ش���(z��i)��ը���ж��¹ʡ�
2.2���¼�ԭ�����
����(1)ԓ���y�T��Ҫ���ڼӚ�̎���b�Ãx������һ���y�T��x���ſա������y�T����83ֻ������A105(̼�)���|(zh��)��62ֻ��321(0Cr18Ni10Ti)���|(zh��)��19ֻ��F(xi��n)11(12Cr1MoV)���|(zh��)��2ֻ��5��18�գ��əz��˾�����M��(du��)ԓ��83ֻ�y�T��166���y�w���p�M(j��n)����ɫ�z�(y��n)���l(f��)�F(xi��n)��12̎���pȱ�ݣ������К�ס����p��߲����ҧ߅��ȱ�ݣ�����A105���p4����321���p6����F(xi��n)11���p2����5��20�Ռ�(du��)�Ų����12̎ȱ���M(j��n)���a(b��)��̎����(Ҋ�D1���D2)
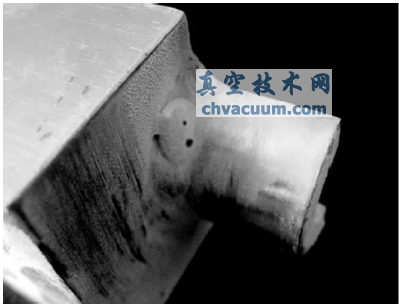
�D1 ���p�ϵĚ��

�D2 ���p��߲����ҧ߅ȱ��
����(2)�鱣�C�b�õİ�ȫ�\(y��n)�У��əz��˾�����M�����y�T���_�M(j��n)�Йz�(y��n)�������_���y�T�����y�T�ӹܳв庸�Ӳ�λ�ĺ���̫С�����_��(sh��)�y(c��)��Сλ�Þ�2.8mm�����y�T�в庸�Ӻ��p�����К��ȱ�ݡ�(Ҋ�D3���D4)
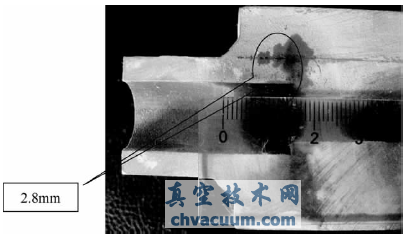
�D3 �y�T�в庸�ӵĽӹܺ���߶�
����(3)���ڙz�鲻��λ�����b���_�������Ķ����g�����ڕr(sh��)�g�o���ˆT�ٵȸ��Nԭ��(du��)�b���O(sh��)��IJ��ּ�(x��)��(ji��)�z�鲻��λ���]�м��r(sh��)�l(f��)�F(xi��n)�O(sh��)Ӌ(j��)��ʩ����©����ȱ�ݣ��Ķ��g�ӵ�����˴˴�й©�¹ʵİl(f��)����
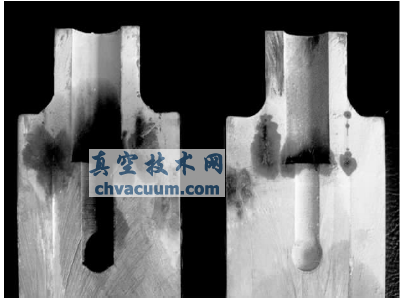
�D4 �y�T�в庸�ӵĽӹ�
����(4)���y�T���O(sh��)Ӌ(j��)���x�́������y�T�Ľӹ��O(sh��)Ӌ(j��)�����������˲��óв庸�ӵĽY(ji��)��(g��u)���˲����y�T���w�����_(t��i)���c�ӹ��M(j��n)�Ќ�(du��)���B�ӡ�
3��������ʩ�ͽ��h
����ᘌ�(du��)�˴θ߉��p�y(li��n)�w�y���p˺���¹ʣ���(du��)�b�õ����a(ch��n)����������½��h�ͷ�����ʩ���Խ�������¹��ٴΰl(f��)���ĸ��ʣ������a(ch��n)�b�õ��L(zh��ng)�ڰ���(w��n)�\(y��n)���ṩ�������ϡ�
����(1)���O(sh��)���ُ���M(j��n)؛���(y��n)�ա����b�����ޡ��S�ȸ��h(hu��n)��(ji��)�϶�Ҫ�Ѻ��P(gu��n)������|(zh��)���������_���|(zh��)�������;
����(2)ͨ�^��(du��)�O(sh��)�䡢�O(sh��)ʩ���b�Ì�(sh��)�H�\(y��n)�м�������r�İ�ȫ���M(j��n)���u(p��ng)�r(ji��)���������a(ch��n)�\(y��n)���д��ڵ�Σ�U(xi��n)���к����أ�����������A(y��)����p����Σ���̶ȵļ��g(sh��)��ʩ�ͽ��h������m(x��)�İ�ȫ���a(ch��n)�ṩ����(j��);
����(3)����ճ����a(ch��n)Ѳ�z�|(zh��)�����ӏ�(qi��ng)�O(ji��n)�������͙z�鿼�ˣ�����(qi��ng)�T���J(r��n)��Ѳ�z�����X�ԣ�����Ѳ�z�ϵ�ä�^(q��)�������Dz�������ע����y�T�����m�Ȳ�λ��ע��������ԣ����r(sh��)�l(f��)�F(xi��n)�¹����^��Ŭ�������Ϳ��ƣ������˵IJ���ȫ�О飬����������δȻ��
����(4)��(du��)�P(gu��n)�I��λ�����c(di��n)�O(sh��)���M(j��n)�ж����A(y��)���ԙz�o(h��)�S�ޣ���߷������R(sh��)��׃�º�̎��������A(y��)��������؞�،�(sh��)�F(xi��n)“��ȫ��һ���A(y��)������”�İ�ȫ���a(ch��n)��ᘡ�
����(5)�ӏ�(qi��ng)��ȫ��Ӗ(x��n)���ȡ���(qi��ng)����(du��)�T���İ�ȫ������Ӗ(x��n)����߆T����(du��)Σ�U(xi��n)���|(zh��)�ﻯ���|(zh��)��Σ�U(xi��n)�Ե��J(r��n)�R(sh��)���ӏ�(qi��ng)�T����(du��)�����b��Σ�U(xi��n)��r���˽⣬�䌍(sh��)�R��h(hu��n)������h(hu��n)�����I(y��)�İ�ȫ��ʩ���ӏ�(qi��ng)��(du��)ͬ��¹ʰ�����������������ȡ��Ӗ(x��n)����߰�ȫ���R(sh��)�Ͱ�ȫ���ܡ�
4���Y(ji��)�Z
������(du��)�½�Ϟ�ͼӚ�̎���b�ã��_�����a(ch��n)�^���аl(f��)����һ��߉��p�y(li��n)�w�y���p˺��δ���¼��M(j��n)����Ӵε�ԭ���������Ķ���ȡ��Ч�Ĵ�ʩ�͌�(du��)�ߣ��܉�?y��n)��b�õİ���(w��n)�L(zh��ng)�\(y��n)�У����{�o(h��)�����P(gu��n)�I���á�







