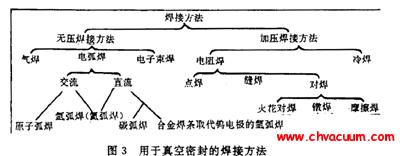
��չ��̺��ӵĎN���(l��i)
��պ��ӌ�������B�Ӽ��g(sh��)�е��������B��,һ��ɷ֞��ۻ�����������������F���ȎN�(l��i)�͡����ӷ������x�H�Q���ڽ��ٲ��ϱ���,���қQ��������Π�ͽ��^�����á����������(n��i)�����,��Ҫ���]���ǽ��^��(qi��ng)��,���ϵ�y(t��ng)�Ě��w��Ҫ���]���ǽ��^���ܷ��ԡ�
1���ۻ���
�ۻ����ǿ���(du��)Ҫ���ӵIJ��ϼӟ��ۻ�ʹ����|�����ۺ���һ����ռ��g(sh��)�����õ��ۺ���ˇ��: �ٚ⺸; ���ֹ�늻���; �ۚ廡��; ���������; �ݼ��������ȡ�
�⺸������—��Ȳ�����(n��i)ʹ��������۷���һ��ĺ���,���V�����ڻ��w����֮�g�B�ӡ����ڽ������ۻ��r(sh��)��(hu��)�ų����w�Ͱl(f��)������,���^���^���ɶ��,����@�N���Ӽ��g(sh��)�H�m���ڴ����������ܷ⺸����
��ͨ�ֹ�늻���,�ں��ӕr(sh��)�亸�p̎�](m��i)�ж��Ԛ��w���o(h��),���׳��F(xi��n)��������Ⱥ���ȱ��, һ��H������̼ͨ䓲��ϵĵ�����㲿���ĺ��ӡ�
2������F��
����F��������խh(hu��n)�����ɸߜ�Һ�B(t��i)������ë��(x��)����������M�����ӵĹ̑B(t��i)������(�F�����ٻ�(ji��n)�Q(ch��ng)������)�g���g϶,��ʹ���F���Ľ����_(d��)���Y(ji��)�ϵ�һ�N�B�ӹ�ˇ������
�F���c�������ӷ������^.����׃��С������������׃С����ͬ�r(sh��)��ɶ���(g��)������B��, �����B�Ӳ�ͬ�Ľ��ٵȃ�(y��u)�c(di��n)��
3��������
�������ǿ�����ʹ�����Ӳ��ϵĽ��|�����ۺ���һ��,�����^(gu��)�ɽ��١���������Ҫ����躸�͔U(ku��)ɢ������躸�����~늘O�уɂ�(g��)�������С�ı���e���o��һ��,Ȼ��ͨ����������|�c(di��n)��茍(sh��)�F(xi��n)�۷�ĺ���,�@�N��躸ͨ���Q(ch��ng)���c(di��n)��,�V�������������(n��i)����ĺ��ӡ������c(di��n)�ι�,�](m��i)����Ⱦ,��Ӱ����ϵ�y(t��ng)�_(d��)��������ա��p�����c(di��n)���İl(f��)չ��ʽ,���Á�(l��i)���Ӻ��С��2mm�ĵ�Ƭ�������,���ҽ��^���ι̡�
�U(ku��)ɢ����������ջ��o(h��)���(�䡢���)�ı��o(h��)��,ʹ�ɂ�(g��)ƽ���❍�ĺ��ӱ����ڜضȺ͉�����ͬ�r(sh��)������,�l(f��)���^������׃����o�ܽ��|,ԭ����U(ku��)ɢ,��(j��ng)һ�Εr(sh��)�g����,ʹ���Ӆ^(q��)�ijɷ֡��M������,�_(d��)����ȫ��ұ���B���^(gu��)�̡��ɴ˿�Ҋ(ji��n),�U(ku��)ɢ����Ҫ���������ӱ����^������׃���_(d��)���o�ܽ��|,ʹԭ��������U(ku��)ɢ����(sh��)�F(xi��n)���ӵġ�