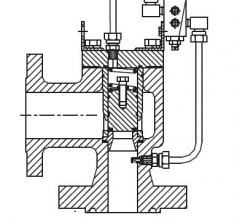
O���ܷ�ȦʧЧԭ�����
�����ܷ��DZ��CҺ��ϵ�y�������������Ҳ������Ҫ���b�á���Һ�������ϵ�y�д�й©�������ܷ�ʧЧ��ɵġ���Ҫ��B��Һ��ϵ�y���ܷ��b�õ�Ҫ���Լ��ܷ������Ҫ��ͣ�������O���ܷ�ȦʧЧ����Ҫԭ��ʧЧ��ʽ,������˾��w��Q���k����
��������
�����ܷ��DZ��CҺ��ϵ�y�������������Ҳ������Ҫ���b�á���Һ�������ϵ�y�д�й©�������ܷ�ʧЧ��ɵġ�O���ܷ���ܷ��b�õ����ܺͿɿ����Ǻ���ϵ�y�OӋ�c�����|������Ҫָ�ˡ�����ܷⲻ����������Ԫ����ϵ�y�ăȡ���й©�����H��ʹϵ�y���ݷeЧ�ʽ��ͣ����ؕr����������������ʹϵ�y�o����������й©߀��Ū�K�O�䣬��Ⱦ�h������ˣ����_ʹ��O���ܷ�Ȧ�����CҺ��ϵ�y��������ʮ����Ҫ��
1��Һ��ϵ�y���ܷ�����ϵ�Ҫ������
����1.1��Һ��ϵ�y���ܷ�����ϵ�Ҫ��
����(1)��Һ���������^�õķ����ԣ����w�e׃��С����Û���տs��С�������ܽ⡢��������Ӳ�ȵ�׃�������ض���ʹ�÷�����׃���r�����Ժ�Ӳ��׃��ҪС��
����(2)�������õ��ܷ��Ժ��m�˵ď��ԣ���Һ�����Љ��s��ԭ�Դ�����׃��С��
����(3)��ĥ�Ժã�Ħ��ϵ��С���\���`����������L��
����(4)�Y�����Σ��ӹ���ʹ�á��S���㡣
����1.2���ܷ���ķ��
���������ܷ����g�Пo�����\�ӣ��ܷ���ɷ֞���ܷ���o�ܷ�ɴ��Ŀǰ���õ��ܷ����������Π���������O�͡�Y�͡�Yx�͡�V���Լ��M��ʽ�ܷ�ȡ�
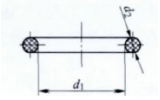
����O���ܷ�Ȧ�ęM�����A�Σ��������͡�ˮ�����w�ȸ��N���w���ܷ�ʹ�ã����o�ܷ�̈́��ܷ�2�
����Y���ܷ�Ȧ�ęM�������Ӣ����ĸY,����֧�έh��ֱ���b��ϲۃȼ������ܷ����á����ډ���׃���^�����ٶ��^�ߵĵط���Ҫʹ��֧�έh���Թ̶��ܷ�Ȧ����������Һ�������ͻ����U̎�Ą��ܷ⡣
����Yx���ܷ�Ȧ�ĽY�����c�ǽ���С���Y�����Σ�������L������2�����ϣ��ʶ��ܷ�Ȧ�ڜϲ��в����L����һ��ֻ����80�������L�ڹ��������S�úͿ���2�N��ʽ��
����V���ܷ�Ȧһ���ɊA�������z����ķ���ϩ������Ϳ�z����ƶ��ɡ�������Һ�����ж��w�ͻ����U֮�g�Ą��ܷ⡣
�����M��ʽ�ܷ���������F��һ�N�����ܷ⣬�������������N�ܷ�ă��c��ԓ�ܷ��߉���Ħ����С���������ŷ����ܷ⡣
2��O���ܷ�Ȧ�Ĺ����C��
����O���ܷ�Ȧ�����w����ϵ�y��ʹ�������ܷ���ʽ������O���ܷ�Ȧ���нY�����Ρ��ܷ��������á�Ħ����С���ϲ۳ߴ�С��������ȃ��c���V��������Һ���c���Ԫ���С�
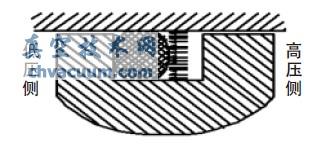
����O���ܷ�Ȧ�Ĺ����C������O���ܷ�Ȧ�b���ܷ�ϲ��У�ͨ�^��(���)�ĉ���ʹ��l��׃�Σ���ϲ�һ�ȔD������ס���ܷ�Ľ��|�棬ʹҺ��(�����)����ͨ�^����D1��ʾ���@�N�ܷ������w����ϵ�y���ܷ�Ч�����ã����ǣ����O���ܷ�Ȧ���OӋ��ʹ�ò�����Ҳ��������ܷ����ܵ�ʧЧ��
�D1 �ܷ�Ȧ�Љ��D
3��O���ܷ�ȦʧЧ��ԭ��ʧЧ��ʽ����Q�k��
����3.1��ʧЧ����Ҫԭ��
����(1)�ܷ�ϲ��OӋ��������
����(2)O���ܷ�Ȧ�c���ý��|�����ݣ�
����(3)O���ܷ�Ȧ�ijߴ��x�����_��
����(4)O���ܷ�Ȧ�ò�����ֵĝ�����
�������⣬�����ܷ�Ȧ�����^���s����Щԭ����y�\����ж�����Ҫ�rҪ�����IJ��Ϻ�ʹ�íh���M��ԇ��о���
����3.2����ҊʧЧ��ʽ����Q��ʩ
����(1)O���ܷ�Ȧ�ú�ʱ�ƽ�Π�
������ԭ����Ҫԭ�����ܷ�Ȧ�IJ��Ϗ��ԺͿ������ܲO���ܷ�Ȧ��Һ��ϵ�y�������|��ʹ��һ�Εr�g�����F�ܷ�Ȧ�^����Û�����o������ĬF���@�������ܷ�Ȧ�����a�^���У����z������ȫ������ډ����������£��ܷ�Ȧ�������߅�����ɱ�ƽ�Π
�����ڽ�Q�k�������õ��������ܵ����z���ϡ���һ�㹤�r�£��x���͟����z����(���ڹ�����Ħ�����a������)�綡�����z���ȶ����z�ȣ��_�J�ܷ�Ȧ���ϑ��c��ʹ�ý��|���ݣ��z��ܷ�Ȧ���������ܑ������OӋҪ��
����(2)O���ܷ�Ȧĥ�p
������ԭ���@�NʧЧ��ʽ����F���������ƄӺ���ӵ��ܷ��У���ͨ�^�^���ܷ�Ȧ�c��������|��λĥ�������Дࡣ��Ҫԭ���ǣ��ܷ�Ļ��ӱ���ֲڣ������ܷ�Ȧ�^��ĥ�p���ܷ⻬�ӱ���̫�⻬��ʹ�ܷ❙����������Һϵ�y�к�����Ⱦ�w����
�����ڽ�Q�k���������]�ļӹ��ֲڶȁ����죬���C�������c�ܷ�Ȧ���\���^���Н������(��Ҫ�ǃȲ�����)�����Cϵ�y���^�V�����ȣ�����ĥ�Ը��õ�O���ܷ�Ȧ���ϣ���۰�֬���z�ȡ�
����(3)O���ܷ�Ȧ�ܟ�Ӳ��������
������ԭ�����ڹ����ضȳ�������ʹ�÷�����ʹ�����wӲ�������܄����l�������������ܷ�Ȧ�a���c���É�������ֱ��С�ı����ѿڣ��Ķ����F�˾ֲ����ۻ��_�ѬF���@�NʧЧ��Ҫ�DZ�¶�ڿ՚��еĄ��o�ܷ���c�����՚���Ⱦ����|���ܷ�Ȧ�ϣ�
�����ڽ�Q�k�����ÿ����������^�ú��ߜصIJ��ϣ�����ϵ�y��Һ�����ضȡ�
����(4)O���ܷ�Ȧ���F������ҧ��������ʧЧ
������ԭ��������ҧʧЧ����Ҫԭ���ܷ��g϶�^��ϵ�y�������^�ܷ�Љ����Ȼ�δ�ӓ�Ȧ���ܷ�Ȧ����δ�_���OӋӲ��Ҫ���ܷ�Ȧ�ܷ�ϲۼӹ��ߴ粻���Ϙ˜�Ҏ�����ܷ�Ȧ�xȡ�����m(�������ܷ�ϲ۳ߴ�̫��)�ȡ�����ʧЧ����Ҫԭ�������ͬ�Ķ�̫�͡����������֡��ܷ�Ȧ����̫ܛ�����ܷ�Ȧ��ijЩ�����ڻ��Ӷ���һ���օs�ڝL�ӣ��Ķ�����Ť�����ѿڣ�
�����ڽ�Q�k���pС�ܷ��g϶���x�óߴ���m��
����O���ܷ�Ȧ�����C�����ͬ�Ķȷ����OӋҪ���ܷ�ϲۇ����˜ʼӹ���ʹ�������ďͺ��ܷ⣬��M�ω|�����÷����OӋҪ����ܷ�Ȧ���ϻ�������ֹO���ܷ�Ȧ���D���ē�Ȧ��
����(5)O���ܷ�Ȧ�ڰ��b�^���Гp��
������ԭ���@�N��r�����F�ڄӡ��o�ܷ��С���Ҫԭ�����ܷ�ϲ����м��J��ǻ���ĵ��Dz����Ϙ˜ʣ����b�r�]��ͿĨ�����ͣ��Ķ�ʹ�ܷ�Ȧ�����J���п��Ђ����l��Ť����ס������a����(��)�ۡ���Ƥ����F��
�����ڽ�Q�k�������OӋҪ��ӹ��ܷ�ϲۣ����������J߅�����b�r�ڜϲۼ��ܷ�Ȧ��Ϳ�ϝ�����Һ����O���ܷ�Ȧͨ�^�ݼy�r�����ݼy�����ٱ�Ƭ�ȣ���ʹ�ܷ�Ȧ����ز��롣
4���Y�Z
����O���ܷ�Ȧ���нY�����Σ��ӹ����㣬���ܿɿ��ȃ��c����Һ��Ԫ����ϵ�y�еõ��V���đ��á����Č�O���ܷ�Ȧ�Ĺ����C����ʧЧ��ʽ��ʧЧԭ���Լ���Q�k�������Mһ���ķ������Y��ֻ���ڹ����зe�۽����࿂�Y����ʹ���г��F�Ć��}������ʹO���ܷ�Ȧ�õ����õđ��á�