�ߜظ߉��Cе�ܷ�ʧЧԭ����������M��ʩ
����ᘌ��ߜظ߉����bʽ�Cе�ܷ�ʧЧ��ʽ����Č��H���}���M������������Y��������ˇ��a������ļ��g��ʩ�����L���Cе�ܷ��ĉ��������C���O�估�b�õ��L���M�������������\�С�
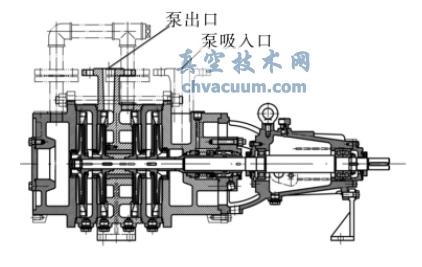
����ijʯ����˾��ϩ�����b�÷�������sˮ��������̖��3620L���p���p֧�Ώ����ʷֽY���Ćμ��x�ıã����ų��������a���Ķ�����ؓ�ɼ���Չ��Cƽ�ṩ�߉����������á�ԓ�Þ�ˮƽ���b�����_���p�יCе�ܷ⣬��256�桢4.4MPa���^��ˮ(PHֵ8��10)����|�����ډ�����4.8MPa��������592.25m3/h���S�⏽���95mm�����|��17-4PH(A564 Ty.630)��ԓ��ԭ�b�C����üs�����m��ƽ���͆ζ�������əC�⣬�C����s��ʽ���Î��P����s�����ԛ_ϴ��ʽ(API plan23)�������M��ԓ��͙Cе�ܷ��M�úܸߣ������҇�����Cе�ܷ�60���꣬���g�ѽ��ܳ��죬������b��Ͷ�a��Q����ԓ�Cе�ܷ���a�������a����Cе�ܷ�����Y����׃����Ȼ����ƽ���͆ζ�������ɼ��bʽ�Y�������a���h���D�ķ�ʽ���ӭh���|����Ӳ�|�Ͻ�(YWN8)���o�h���|�����ԝ��������^�õĽ��Rʯī�����Ç��a���Cе�ܷ��ԁ������_���Ⱥ���F�C��й©��r������z�������_������Ҫ�������NʧЧ��ʽ��
һ���Cе�ܷ�ʧЧ��ʽ��ԭ��
����1. �Cе�ܷ�Ӳ�|�Ͻ��ӭhը�ѣ����Rʯī�o�h������F���g���Ѽy��
����(1)�ó�Ք��ϻ�l�����g�����M�Ϟ�4.4MPa���^��ˮ�����z�飬�õ������������]�Ю������ܷ�ʧЧը�hʼ�Kֻ�ǰl����ijһ�ˣ��ɴˣ��ɴ_���C��ʧЧ�������ڱó�ջ�l�����ؚ��g������ġ�
����(2)��ˮ�ܶ������Է�ˮ�Q�����Q��Ч�����á��ڸߜ؟�ˮ���r�£������sЧ�����ã��Cе�ܷ�����ҺĤ�a���⻯�����d�������͡�ҺĤ�p��������ܷ�ʧЧ�����w�����ÙC����s������ԭ����Ҫ�ǓQ������������
����2. �Cе�ܷ��S�׃Ȳ�O��Ȧ̼��׃�|���S���S�]�������\�ӵĺ��E��
�����C���S�׃Ȳ�O��Ȧ̼����Ҫԭ���C��S���x��O��Ȧ���|�����_����Ԫ�ұ����zһ��ʹ�ÜضȞ�150�棬���ܵȼ��^�ߵ�ʹ�Üض�230�档������ضȞ�256�棬���������˙C���S��O��Ȧ̎�ضȿ��_��256���⣬������̎�o���ܷ�Ȧ�ضȾ������^220�棬���x�����ܵ��^�ߵ���Ԫ�ұ����z�ܝM����rҪ���C���S�׃�O��Ȧ�x����Ԫ�ұ����z�s����əC��ʧЧй©��
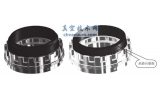
����3. �C���S�׃Ȳ�O��Ȧ�ϻ�׃�|���S�׃������DĦ�����E���S���S�������\�Ӻ��E��
�����S���zȦ�ϻ�ԭ��ԓ�ǂ��ӭh����픽z��Ó����S�ײ��S�S���D���S�ס��zȦ���S���߮a������λ�ƣ������zȦ�ϻ��C��ʧЧ������Ҫԭ�����¡�
����(1)����픽z�o�̲���λ��
����(2)����픽z(304���|)Ӳ�ȵ����S����Ӳ�ȣ�ʹ픽z���S�ϲ��ܶ�λ���l����
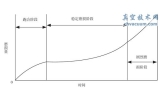
����4. �C���S����A�c�C�≺�w�l������ĥ�p��
�����S�͉��w֮�g��ĥ�p�C���Cе�ܷ���o�hͬ�S�Ȳ��ã������ܷ�Ħ����e�����·�����ĥ�p��ʹ�ܷ�ʧЧ�������S���S��Ħ����ʹ�S�a����Ҏ�t�����ӣ�ͬ��������ܷ��������ĥ�p�������ܷ�ʧЧ��
����5. �S�Гp�ć��أ��C���S����A�c�C�≺�w�l������ĥ�p��
�����S�Гp�Ļ������������S�а��b�������¡��S�Гp�ĺC���S�a���S��λ�ƣ���ʹ���s�����������ܷ�ĥ�p���µ��ܷ�ʧЧ��
�����Cе�ܷ�ʧЧ���ĺ��A����ʩ
����1. ᘌ��Ͻ�hը�ѡ�ʯī�h�Ѽy��ԭ��ˮ�Q��������sˮ�����ü���ˮ���������д���������^�V��ˮ���߽�̎���ďUˮ����C��_ϴˮ�����ÿ�θ��Q�C��r��Ҫ�����ˮ�Q�����M�в����ϴ��������\�����Է�ˮ��ˮ���^55�棬��ԓ�������ã�����ˮ�Q�����Ĺ̺͚ܳ��̾��M����ϴ�������Է�ˮϵ�y�ܾ�������c�����b�Ś��y�T�����_��֮ǰ��ϵ�y��Ě��w�Ń���������ɚ��衣
����2. �������p���p֧�αã����Q�ζ˙Cе�ܷ�r����һ�˱�횰��b�C�ⶨλ���ӣ������C�����픽z���_��ʹδ���Q��һ�˙C��̎�����ɠ�B�������Q�C���ꮅ�ɶ�ͬ�r�o�̂���픽z��λ��ժ����λ���ӡ��ɶ�ͬ�r���Q�Cе�ܷ������ˣ��ɶ˙Cе�ܷ���ͬ�r��λ�����C�Cе�ܷ⏗�ɵĉ��s����픽z�ľo�̑��_���ɿ���
����3. ���ڱõ��S�������һ�����^ӯ������˰��b�S�б�횟��b�����]ʹ���S�иБ��ӟ��������������ӟ�ķ�ʽҲ���ԡ�����ע���ų�������Һ���������ÓQ�S����ȟo�����õ�������Һ�������b����S���\�НM200h����Ҫ�ٴΓQ�ͣ��Ա��C�ܷ��ʹ�É�����
����4. ��߰��b���ȣ����C�C���S��ͬ���w֮�g��ͬ�S��Ҫ���S���քe��20��40mm��50��80mm��80��120mm�r���Cе�ܷ��S�c�ܷ�ǻ�Ĵ�ֱ���ʲ�ֵ�քe��0.05mm��0.06��0.07mm��0.08mm���Cе�ܷ��ͬ�S��ƫ��≤0.02��0.25mm���S��16��50mm�r���S�ď�������ƫ��≤0.04mm���S��50��120mm�r����������ƫ��≤0.05mm���S��Z����������0.05mm���S�ı���ֲڶȲ��õ���3.2���S���^�ɲ����Լ��C�≺�w�c�Ú����|̎�����A���^�ɣ���������o���ܷ�Ȧ��
����5. ��Q���bʽ�Cе�ܷ�Ȳ��ǽ����o���ܷ�Ȧ���F̼��׃�|�����ȸ��Q�Cе�ܷ��S�׃Ȳ�O��Ȧ���|���x�����ܵȼ��^�ߵ�Kalrezȫ�����z���͜����_275�棻��θ��Q�ܷ≺�w�ͱÚ��ܷ�Ȧ���p�@�|Ƭ���Cе�ܷ����漰�o�h�o���ܷ�Ȧ����ķ���ϩ���ĺ��\��1��δ�l�F�C��й¶��
����6. ̎��Cе�ܷ����픽z��ʧЧ���}����֪�S�IJ��|��17-4PH�������~���/⎘��ɵij�����Ӳ�����R���w���P䓣���Ӳ�Ȟ�38HRC�����Q픽z���|��45#䓣����̎����Ӳ��40HRC��