���ٱÙCе�ܷ�й©ԭ�����������
����ȫ�ܶȾ���ϩ�b��ԭ�ϱÞ�����Sundyne ��˾��LMV-322 ����ʽ���ٱã��Cе�ܷ��l��й©����Ό��Cе�ܷ��M�Йz�飬�����b��Y�����Y��ʹ�×l�����ҵ��ܷ�ʧЧԭ����ᘌ��Ե��M�оC�ϸ��졣
һ������
����ȫ�ܶȾ���ϩ�b�ù�����ʽ���ٱð��_�������鷴����ԭ��ע��Ą�����Դ���ھ���ϩ���a�аl�]����Ҫ�����ã���2006 ��10 ���b��Ͷ�����a�ԁ������_���ٱ��г��õ����_����ͬ�̶ȵ���Cе�ܷ��й©�����l���ГQ��C�����Q�Cе�ܷ⡣
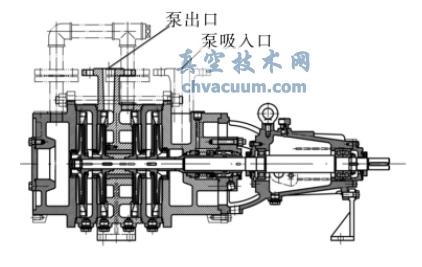
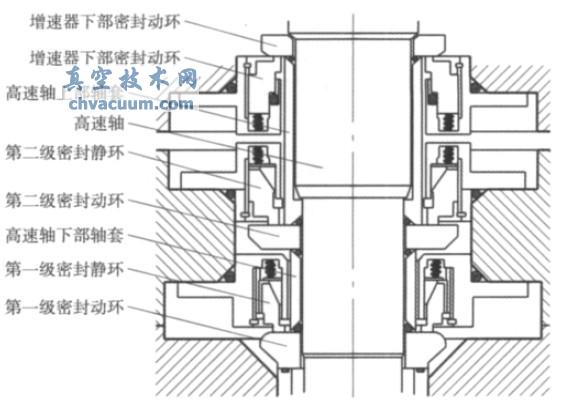
����ȫ�ܶȾ���ϩ�b�ð��_���ٱþ���������Sundyne ��˾��LMV-322 ����ʽ���ٱá���늙C�������������w�����Ɲ���ϵ�y���ܷ�Һѭ�hϵ�y�ȽM�ɣ����������ö����X݆���١����_������̎���ÙCе�ܷ⣬�������������²��ܷ��μ��Cе�ܷ⣬���w���ֵ��S�����״��ęCе�ܷ⣬���יCе�ܷ�֮�g���ܷ�ǻ��M�ܷ��ͣ����ܷ�Һ�a�oѭ�hϵ�y��(����һ���ܷ���)�M��ѭ�h�����Cе�ܷ��M�Н�������s���@���יCе�ܷⶼ�����²����M�ɣ��ӭh���o�h���ƭh�����ɡ����������o���ܷ�Ȧ�����h�ȡ��o���ܷ�Ȧ��O �����zȦ��PTFE Ш�έh���o�h���϶���ʯī(M106K)��
�����Cе�ܷ�й©����
�������ÙCе�ܷ�й©�c��Ҫ����̎��(1) �S���c�S�g���ܷ�;(2)�ӭh�c�S���g���ܷ�;(3)�ӡ��o�h�g�ܷ�;(4)���o�h�c�o�h���g���ܷ�;(5)�ܷ���w�c���w�g���ܷ⡣
����1.���ٱÙCе�ܷ�й©��ʽ
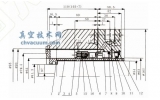
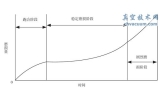
����LMV-322 ����ʽ���ٱ��������c���w֮�g��һ��ǻ��й©�ĝ����ͺ��ܷ��Ͷ��e�����@������Ϳ��������w����ͱ��С�ȫ�ܶȾ���ϩ�b�ø��ٱ���Ͷ���Ժ��ͱ��е�©�������h���^�Cе�ܷ������й©�������\�Dһ�������ҕr���Cе�ܷ���ܷ�������й©���_ʼ�н��|�Z���ܷ�ǻ�M���ܷ����ͱ��У������|����й©�������ܷ��މ����^�ߡ����w�z�飬�l�F̎�ڱ��w���״�
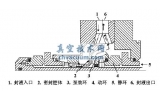
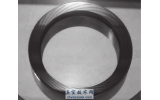
�����Cе�ܷ��g���S���ч���ĥ�p(�D1)��ԓ�S�������\�Еr�c�Cе�ܷ�ӭhͬ���S�S�D�ӣ��o�����\�ӣ�����֮�g��O ��Ȧ�γ��o�ܷ⡣�����S�̈́ӭh��ĥ�p��r���Д�����ӭh�c�S���g�l���������\�ӡ�
�D1 ĥ�p����S��
����2.���ٱÙCе�ܷ�й©����Փ����
���������Cе�ܷ��ƽ��l����ʩ���������ܷ����ϵ�ȫ���d�ɱ�횵����ܷ����Ϯa���Ŀ����d�������ܷ����ϳ��F�Ŀ����d�����������wģ���d�����c�w�Cе���|���d����֮�͡��������ٱ��S��ĥ�p��r��Ӌ����Д࣬ԓ��ʹ���^�����ܷ����d�ɴ����ܷ���Ŀ����d�������������Cе�ܷ�ӭh�c�o�h���|�����õ�ʹ����r�Д࣬���wģ���d����̎�����������ȡ����d�����^����K���ӭh�c�S�a���Cе���|���p�ġ�
�����ܷ����
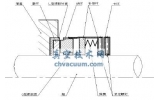
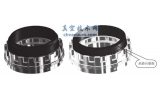
����ͨ�^�����������Y���b���ʹ���^���еČ��H��r�������ٱñ��w�ڶ����Cе�ܷ�����d�����������ٱÙCе�ܷ�й©���P�I���ء�Ҫ�����ٱõڶ����Cе�ܷ�����d�ɣ��ͱ������ĥ�p�S���b���g϶(�D2)�������S���b���g϶�������N��ʽ��
����1.�~݆��˨�{����
�����ɸ����S�Cе�ܷ���b���Pϵ��֪�����w���״��ęCе�ܷ���K�b��ߴ������~݆��˨�_���ģ������Փ�Ͽ�ͨ�^�{��ԓ��˨�팍�F���͙Cе�ܷ�����d�ɣ������ڸ��ٱø����Sһ�����b��ɣ����S���b���g϶Ҳ�ͻ����̶�����˞鱣�C�~݆�c���w֮�g���b���g϶���~݆�Ŀɿ��̶���ͨ�^�{���~݆��˨�ķ��������͙Cе�ܷ�����d���Dz����еġ�
����2.�|Ƭ�{����
�����ڙCе�ܷ��b���^���У����ڱ��w�Cе�ܷ�ĵڶ����ܷ���²����b�m����ȵĉ|Ƭ���Խ��͵ڶ����Cе�ܷ���ܷ�ȉ������M�����͵ڶ����ӭh�c�S�Ľ��|�����Ԍ��F���͙Cе�ܷ�����d�ɵ�Ŀ�ģ�ͨ�^�˷����{�����ο��У����췽�㣬������һ���ıˡ����Cе�ܷⰲ�b�^������˨�A�o���������܌��Cе�ܷ��o�h�c�ӭh�Ĵ�ֱ�Ȳ��������µ�й©�c��
�D2 ���ٱ����יCе�ܷ��b��D
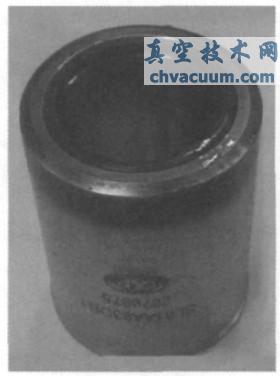
����3.�S�������{����
����ͨ�^�ˌ����H�ߴ�l�Fֱ�ӜpС�S�ijߴ���ɿ�����ȫ�ܶȾ���ϩ�b���и��ٱ������ɂ��S�ף�ĥ�p�Ğ����S�ף���ԭʼ�S���L�Ȟ�22mm�����^��Ό��`�ͳߴ�ˌ����S�׳ߴ�Ğ�21.5mm���܉�M��Ҫ�Ķ��ĸ����Ͻ����˙Cе�ܷ�����d�ɣ�ͬ�r���b��O ��Ȧ���S�����m���Ŵ��ڱ��C�ܷ�ȉ������S�ķ����ȣ�ͨ�^O ��Ȧ�ď��Ժ͙Cе�ܷ⏗�ɵď��ԣ���K���F�ܷ���Ŀ����d���������ܷ����d�ɡ�ͨ�^�^����ڵ�ʹ����r���Cе�ܷ��ʹ�É����ѵõ����@��ߡ�