����PLC�ͽM�B������ՙz©�����b�ñO��
�����錍�F늱������C�����{�������l�����������Ȳ�������ˮ���Ϻ��ӹ�����M�п��ٙz©�ͺ����ѭ�h���ã��аl����ՙz©�����b�ñO��ϵ�y��ԓϵ�y��������λ�C����ģʽ����λ�C���ù��ؙC+
�M�Bܛ������λ�C����OMRON ����CQM1H����ְl�]���ԃ��ݣ����F������z©�����b�õıO�ء����H�\�б�����ϵ�y��С�əz©���_��1×10- 8 Pa·m3/s����������ʲ�����97����
�����������ИI�У����䡢���{�ИI���aƷ���䲿���Ě��w©����һ����Ҫ����©�ʵ��ھ��z�y�Ϳ����@�÷dz���Ҫ[1]���ɾ��̿�����(PLC)�ɺ��ε�߉�����ƣ��߂���Ӌ��C����ϵ�y�Ĺ��ܣ�ͬ�rPLC ߀���п��ɔ_�ԏ����ɿ��ԏ����w�eС�����̷��㡢�����ס��W�j������ȃ��c�������c��λӋ��C���I�M�Bܛ���M�ɹ������Ŀ���ϵ�y���錍�F늱������C�����{�������l�����������Ȳ�������ˮ���Ϻ��ӹ�����M�п��ٙz©�ͺ����ѭ�h���ã��аl����ՙz©�����b�ñO��ϵ�y��
1����ՙz©�����b�õĹ�ˇ����
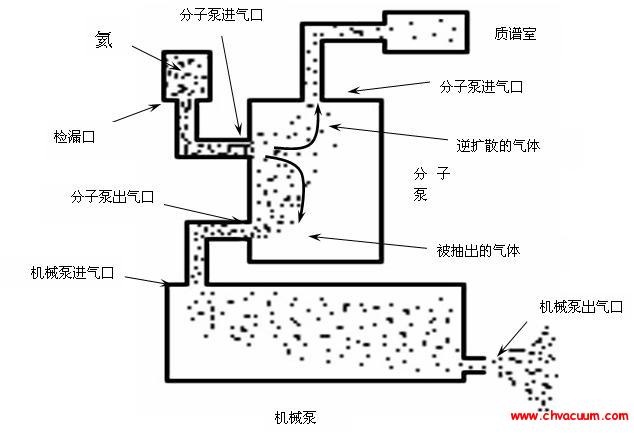
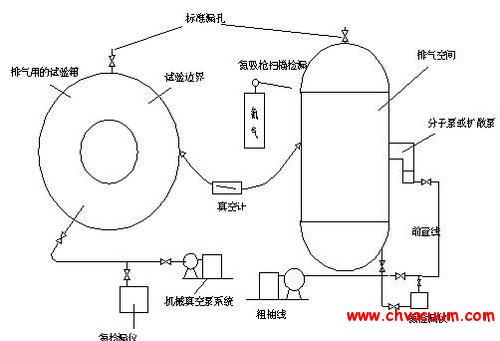
����ԓ�b��ԭ����D1 ��ʾ�����ø���s�՚⌦���zԇ���M���͉����șz�ʹ�©�����ԙz���Ì����zԇ�����뺤�⑪������䷨�M�к��|�V�z©��Ȼ���zԇ���ȵĺ������ѭ�hʹ��[2,3]����ՙz©����ϵ�yһ�����������ֽM�ɣ������ղ��֡�����䲿�ֺ͙z©�x���֡��ԙz©ij�N�������������f���˹�ˇ���̡�ϵ�y����ǰ������ƿ�Ӻã������{��1.0 MPa������ƿ�Ӻã������{��2.0 MPa�����s�՚�Դ�Ӻã������{��0.4 MPa~0.6 MPa���z©�x�c�O�����_�B�ӣ����y�á����_�ıã�����sˮ���_��������b�����Ȍ����zԇ����߉����⣬������նȵ�׃���Д��Ƿ���ڴ�©�����z�y��ͨ�^���tϵ�y����©ԇ����̖�@ʾ�����z�yͨ�^���ٌ�ԇ���ŵ�����^�m��գ�500 Pa��������һ�����zԇ���交���ʂ䡣�交�����b�Ì��߉��ĺ�����뱻�zԇ����֮���ٌ�������A�顢����(��5 Pa)���S�ֱô��_����նȾS����10 Pa ���ҡ��z©�y���_����ԇ���M��©�z©�����z�y��ͨ�^��ϵ�y��С©ԇ����̖�@ʾ�����z�yͨ�^����ԇ���ſգ������Ś⣬���z�����ȵĺ��⌢���^���s���^�V�������߉��ރȣ��Ա㷴��ʹ�á�ͨ�^ʹ��ԓϵ�y�����Դ�͙z©�ɱ�����ߙz©Ч�ʺͿɿ��ԡ�
�D1 ��ՙz©�����b��
2���O��ϵ�y���F
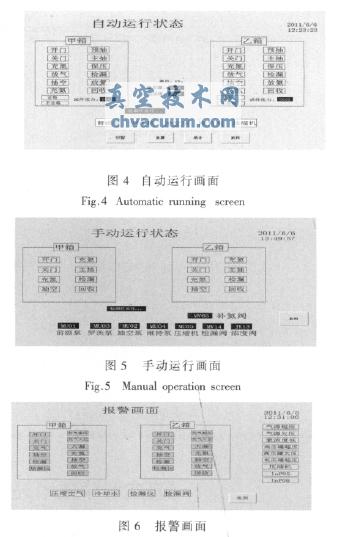
�����������O��ϵ�y�Ĺ���Ҫ���O��ϵ�y�ֳɃɲ��֣��F�����Ƽ��ͱO�����Ƽ���
2.1���F�����Ƽ����F
�����鱣�C�F���Ŀɿ����ƣ���ϵ�y�F�����������x��PLC������PLC �˙C��Ԓ�����^�����x���|��������PLC �IJ����K�ˣ�̎���F���c�\�в������P���˙C���棬ϵ�y��D��D2 ��ʾ��
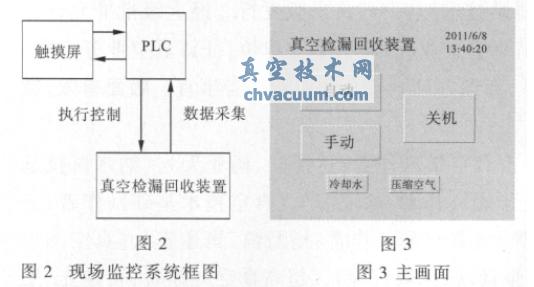
������ϵ�yݔ��PLC ����̖��ģ�M��̖���_�P����̖��ģ�M����̖���ԬF���ĉ�������������9 ����̖���_�P����̖�������Ӌ��늽��c��������������Ӌ�����z©�x��ݔ����̖���������Ӱ��o������y�T�ĵ�λ��̖���≺��ˮ���Ȱ�ȫ�b�õ�ݔ����̖������44 �c��PLC ݔ����̖ȫ���_�P����̖�����ڿ����_�ıýM�����s�C�Ć��Ӻ�ֹͣ��������ָʾ����늴��y���_�P������60�c�����]ϵ�y���ܔUչ��PLC �x��OMRON ����CQM1H���˙C�����x��NS12- T500- V2 �ɾ��̽K�ˡ�������ϵ�y�Ĺ�ˇ����Ҫ������4 ���������档�����桢�Ԅ��\�Ю��桢�քӲ�������͈���քe��D3��6 ��ʾ��


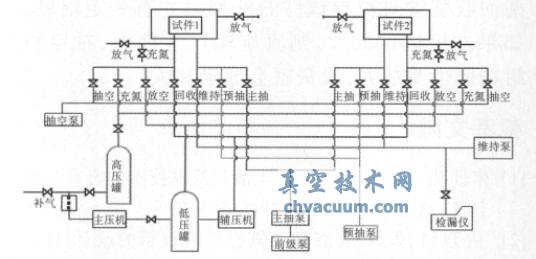
�D9 ���r����
�������������_�У��xȡ֮ǰ�O���^�ij䵪��������Չ������交�����ͻ��Չ������õ���D10 ��ʾ��һ�l���rڅ��������
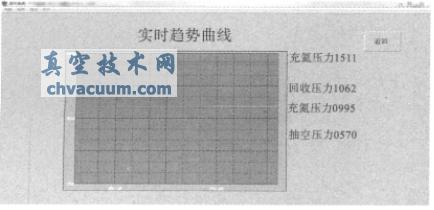
�D10 ���rڅ������
3���Y���Z
�������H�\�б�����ϵ�y��С�əz©���_��1×10- 8 Pa·m3/s����������ʲ�����97����ԓ��ՙz©�����b�Ì����zԇ�������ͳߴ���һ�����ƣ�������zԇ��̫�t�����ߴ�Ӵ���ՙC�M����ҲҪ�Ӵ�Ͷ�Y�͕��ɱ��Ӵ�
�����īI
[1] ��蹦.С������aƷ�ęz©�͙z©���g���о��c̽ӑ[J].�����c���{��2003��3(2):32- 38.
[2] ������������.����䷨���z©��������OӋ[J]. ��գ�2010��47(3):59- 62.
[3] Reddy H P, Narasimhan S, Bhallamudi S M.Leak detection in gas pipeline networks using an efficient state estimator [J]. Computers & Chemical Engineering, 2011��35 (4):662- 670.