��Ҋ�ĎN���|�V�z©����
���|�V�z©�������^��,�������z���Ĝy��Ŀ�Ŀ��Է֞�ɷN���,һ�N��©�c��,��һ�N��©����;�ڌ��H�z��^����Ҫ�����z��Ŀ���x��������ķ���,Ҫ�Ա��z�����ľ��w��r����,�`���\�ø��N�z©������
�y��©�c��
�_��©�c�ͼ��Ǵ_��Ҫ�z�����ľ��w©�c��©��λ��,�ڴ�����Ͳ������^�鳣Ҋ,���l�ǡ��������w�����^��ݔ��ܵ�����ޡ��ޡ�偠t�ȡ�
������
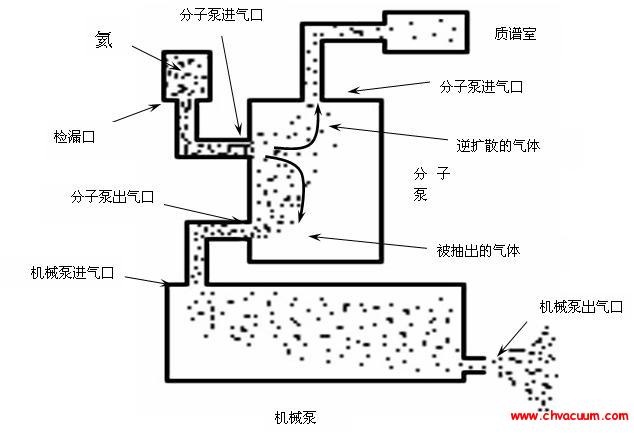
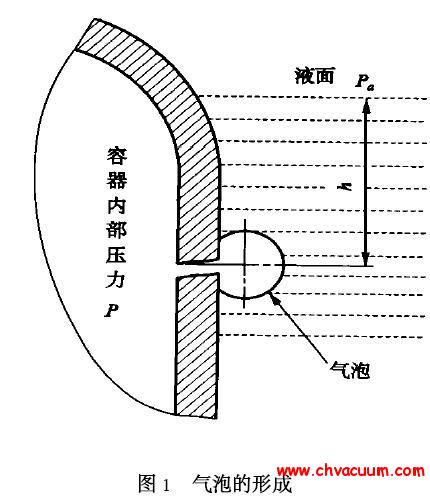
�@����õ�һ�N����,һ�����ڙz�y�w�e�����^С�IJ���,�����z�����̓x���Bͨ,�ڳ�������,�ڱ��z�������ܴ���©�ĵط�(���ܷ���^,���p��)�Ç�������,��D4��ʾ,������z����ij̎��©��,��������©���ϕr,���������������뵽���ϵ�y,�Ķ��Uɢ���|�V����,���|�V�z©�x��ݔ���͕�������푑�,ʹ���@�N������ע��:�������^�p�Ķ��Ԛ��w,�ڇ�������Ԅ�����,���˜ʴ_����©��λ�Ç���,�����r�����϶���,�ɽ����h(�����z©�xλ��) ,�@������ڇ��·��r�����п��ܱ��Ϸ�©������,�ͺ��y�_��©��λ��;����©���x�|�V�ҵľ��x�z©�x�����r�gҲ��ͬ,���ԇ������ȏĿ����z©�x��һ���_ʼ�ɽ����h���M�С�
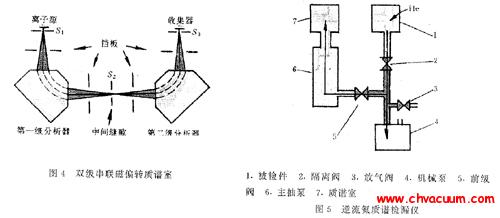
�����ڙz�y�^���rҪ�����Cе���M������A��,�Ϳ�����ߙz©Ч�ʺ͕r�g,��D5��ʾ,�������ڙz����Щ�Y�����^���s��,�ܷ��ںͺ��p�ֱ��^����ҔD��һ���С�����r,���ں���������ܿ�Uɢ�_��,���������לʴ_�ش_��©϶���ڵIJ�λ,Ҫ��ȡ�IJ�ͬ�Ƕȇ���,�м��^�췴���r�g�ϵIJ�e�͌��Ѱl�F��©������շ������r���������k��,�Ϳ���©�������z����
������
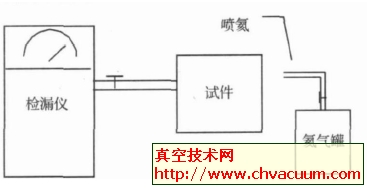
��������Ҫ���ڙz��ijЩ�����ܷ��������猧�����w�����^����ޡ���,�Ȍ����������,�ٽo�������뺤��(���˹�ʡ�ú���,�����õ͝�Ⱥ���),�ں��|�V�z©�x���M�ⷨ�m̎������Ƥ��,��Ƥ�ܵ�ǰ����ֱ����С��ë����,ʹë�����ڳ��˺��ı��z������ڵĺ��p���ܷ���^��̎�Ƅ�,���ԓ������©϶,��©϶�B���ĺ�����ë��������,�z©�x�͕�푑���
�D4 ���������z©ʾ��D
�D5 ���o���Cе�Ùz©ʾ��D
�y��©����
�D6 ���������z©ʾ��D
�y��©������Ҫ��ᘌ��ܷ���Ҫ�����IJ����M�Йz�y,�������w�������Һ�wȼ�σ����䡢�l�ǡ����Ԫ�����ȡ��@�N����ֻ�ܜyԇԇ����©��,�o���_��©��λ�ú�©�Ă�����
�交��
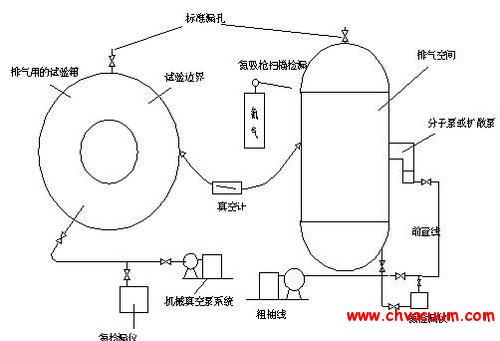
�交��Ҳ�Qؓ����,��D7��ʾ,һ�����]�Ě����B����ձúͺ����,�����z����b��һ������,�_ʼ�P�]������y�T,�Cе�ðњ����ȳ�����,Ȼ���P�]��ձ��y�T,���_������y�T�o���ҳ交,���o��һ�Εr�g�������������С�����������©϶,�������������С�����Ȳ���Ȼ���Ҵ��_,ȡ�����z����,�É��s�՚ⴵ�����������������ĺ���
�D7 ���o�z�ԇ���交��

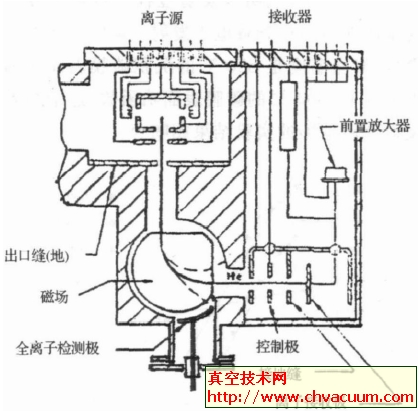
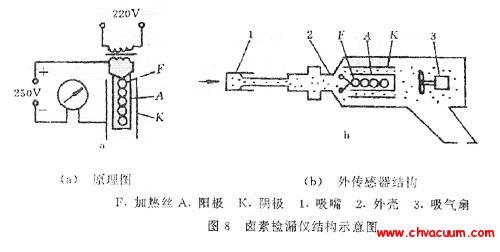
�D8 ���Ùz©�x�z�ԇ��©��
�ٰ��@Щ��������(��ɽM)���b����ڙz©�x�M�����m̎��������,�Ѵ�������պ���_�����y,�@�rԭ���M�뱻�z�����ĺ��֕����^©�ų���,�z©�x�͕��o��©��푑����������ZHP230���|�V�z©�x,�x������ֱ�ӽo��©�ʵĔ����@ʾ���l�ǵ����w�z©���ǿ������@�N����,��D9��ʾ,���l�Ƿ�����ͭhģ����,���íhģ�O������ϵ�y���hģ������,�����o���M�дֳ���A��,�ڙz©�r��ͨ�^�Cе�Ì��l�Ǽ����ܵ������պ�,����������l����,�������ֺ��l�ǹ����ĉ���һ��,����_�����|�V�z©�x�ؘ�©��У�ʃx��,�Ϳ���ֱ�Ӝy���l�ǵ�©���ˡ�