�h�̺��|�V�z©̽�^�b�õ�����
�����z©����ի@�õ�һ����Ҫ���E������Σ���ˆT��ȫ�ĸ�Σ�h�������߽Y�����s������ͣ�C����r���o������Ŀǰ��Ҏ��������©��ʩ�z©��ͨ�^�����о����|�V�z©�ķ���������PLC�OӋ�h����ՙz©̽�^�b�ã����Fȫ�̔z���^���r�O�ص��h���ھ�270°�����ȇ����z©�����������z©����ԇ�Y���c�քәz�y���^������ԓ�b���܉�ʴ_����Ч���ԙz�y©�cλ�÷�����©�ʣ������ϵ�y�h���ھ����ܼ��g�ṩ֧�֣��p�p�˹��ڄӏ��ȼ�����������ȫ����ʮ����Ҫ�Č��Ãrֵ��
�����S���ƌW���g���I���a�IJ���lչ������O����Ҫ��Խ��Խ�ߣ���ՙz©���gҲ�l�]��Խ��Խ��Ҫ�����á����ԙz©�����ć����������뷨�������ڴ_��©��λ�ã����к��|�V�z©����鳣�ú��ձ顣���ڙz©�^����ͬ�r���ƙz©�x�����ه��������r�^��©��׃�������������Լ����������ȣ�����ͬ�r��Ҫ���������ˆT�ֹ��f��������˜y����Ч�ʺ;��ȡ�Ӌ��C���g�İlչ���I�y���x�����Ԅӻ������ܻ��lչ��Ŀǰ���|�V�z©�x���F���C���ƵĮaƷ���������ܻ��z©��ȱ���\����Ȼ���ص��h��
�����OӋ�о��h�̺��|�V�z©̽�^�b�ã����ڿɾ��̿�����( PLC) ���z��O�ػ��A���M�Ї������z©�����������z©�����F��Σ�h�������ϵ�y���h���ھ����ܙz�y��
1�����|�V�z©����ԭ���ͷ���
������ՙz©���g�������m���ķ����Д����ϵ�y�Ƿ����©�⣬�_��©��λ�ü�©�״�С��һ�T���g�����|�V�z©������һ�����ֶΌ�����ӵ����z������ijһ�ȣ����ú��|�V�z©�x����һ��ͨ�^ǡ���ķ����z�yͨ�^©������ĺ��⣬�Ķ��_���z�y��Ŀ�ġ����������������Ǻ��|�V�z©�ăɷN����������
����1.1���������z©
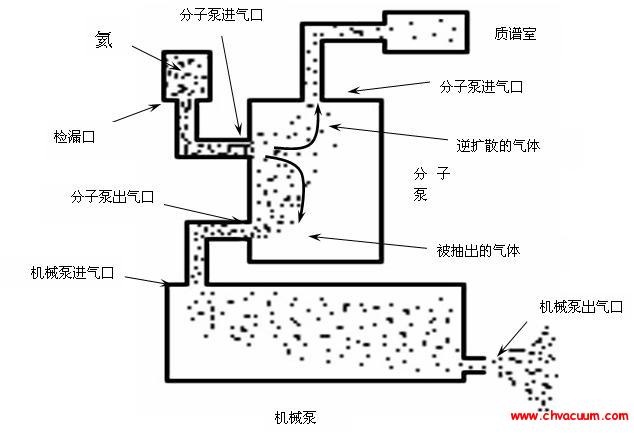
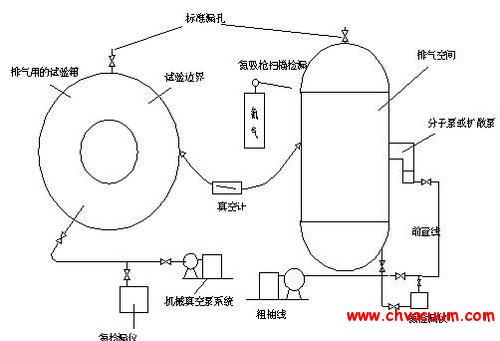
�����������z©�nj����z�y����ǻ����գ��Ç�����һ�������ĺ��⌦���z�y�������M�Ї������ԙz�y�M�뱻�y���ĺ�й©�������������M�r�g�^�࣬�����Ծ��w�_��©��λ�ã��Ҿ��и��`���ȡ��ͳɱ��ă��c����һ�N���õ�©�c�Ͷ��ԙz©����
����1.2�����������z©
�������������z©�nj����y����ǻ�M�г交�⣬�������ڱ��y�����澏���Ƅӣ��ɘ�ͨ�^©��й©���ĺ��⡣���������z©���Ժܺõؙz�y��©�cλ�ã������ڲ���������Ҫ�����y������գ����������^ȥ���õĚ��ݷ��z©���������η����ҿ��٣��ɞ�������I���a�ձ���õ�һ�N���ԙz©����
2���b�ÿ��w�OӋ
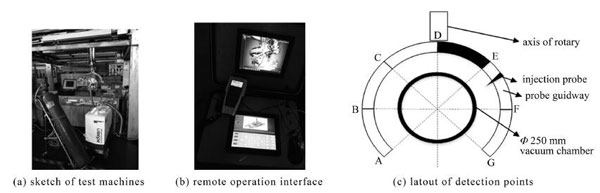
�����h����ՙz©̽�^�b�ð���������Ҫģ�K��̽�^�����|�V�z©�x�Ŀ����{��ģ�K�͔z���^���R�e�O��ģ�K�����к��Ĺ������ڔz���^���o���R�e�����r�O�ػ��A�ό��F�h�̿��ƺ��|�V�z©�x���丽�������Ŀ����{������Ɍ����ԇ���ęz©�������h�̺��|�V�z©�b�ÿ��w��D��D1(a) ��ʾ��
�����z©�x������Դ���Դ���o��ͨӍ·�����͔z���^�����d�����Sλ���{���C�����Ɍ��F����̽�^�Ĵ־���λ���{���ͱO�أ���D1(b) ��ʾ��
��������������Cͨ�^�o��ͨӍģʽ�B��·����������·�����B��PLC �����{��4 �_늙C�����F̽�^�������ԇ����λ�ýǶ��{����ͬ�rPLC ͨ�^����늴��y�Ĺ����Ķ����ƺ����ͨ�ࡣ���|�V�z©�x�xȡ���݂�VSPD03���߂䌒���̙z©���o���b�ؼ����C���l(RF) ͨ�Ź��ܣ��M���h��������ƙz©�xҪ��늴��y�xȡ����LD51���B�Ӈ����ͺ��⣬�M���㉺���ӡ����]�͡�����������(3 ��5) × 105 Pa ��ʹ��Ҫ��
����̽�^�̶���180°���Ό�܉�Ļ��K�ϣ��D�ټs��7.5 mm/s��ͬ�r���Ό�܉ͨ�^늙C�������̶��S���F±90°���D���D�ټs��4.5 mm/s����K���F̽�^270°�����ȵ��Ƅәz�y����D1(c) ��ʾ��
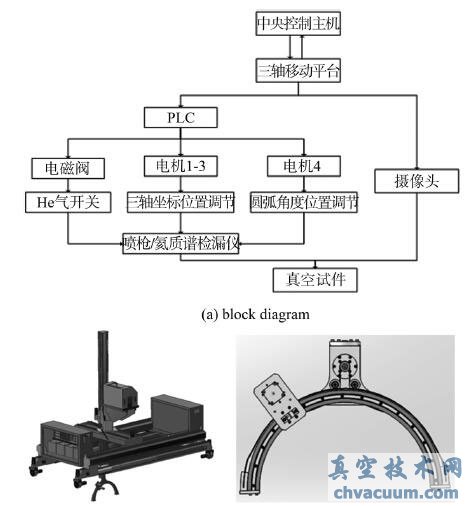
�D1 �h�̺��|�V�z©�b�ýY���D
3��ԇ��
����ԇ�ֳɇ������z©�����������z©�ɲ��֡������ó�Ҏ���քӷ��z�y��ͬλ�õ�©�ʲ�������ʣ�Ȼ��ͨ�^�h�̿����Ƅ�̽�^�z�y����λ�õ�©�ʔ�����������żȻ�`���ȡ����؏�ԇ�ȡƽ��ֵ������K�Y����
����3.1���������z©ԇ�Y������
������0. 5 m �L�ȏ�Φ250 mm �A����պ����鱻�z��������˿�KF250 ��ж���m�cä��ͨ�^��ж朗l�ܷ⣬���B��VSPD03 ���|�V�z©�x�γ�һ�����ϵ�y���_�Jԇ����ϵ�y���ܷ��B�M��yԇҪ����ڷ��m���B�ӿp̎�˞������һ��©�c���քӇ������z�y�B�ӿp����λ�õ�©�ʺ�����ƿ�c̽�^�����B�Ӳ��h�̿��Ƈ����Ƅәz�y�������⇊��������©�c�^������������뵽�z©�x�|�V���У��z©�xݔ��©��׃��푑����������z©ԇ��B����D2��ʾ��
�D2 �������z©ԇ�
��������̽�^�z�y��ӛ�7����պз��m�B�ӿpλ���cλ��ԇ�r���ϵ�y�ı���©����u׃�ã�ȡ��ƽ��ֵ9.0×10 -11 Pa·m3 /s��������5.3×10 -1Pa������؏͇������z©����K©�ʔ�ֵ�yӋ��D3 ��ʾ��
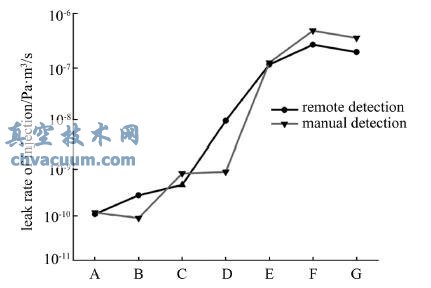
�D3 �������z©ԇ��
�����������z©ԇ����քӺ��b���@�ɷN��ʽ���z�y7 ���cλ��©�ʲ�ֵС��1 ���������f���b���h�̇������z©��Ч�ɿ����b���h�̙z�y�cλA��B��C��D ��©���c����ֵ���^©��׃���^С���ӽ�10-10Pa·m3/s �������cλE�_ʼ�c��������@��׃��©���M����10 -7 Pa·m3/s ���������cλF �z�y�õ�©�����ֵ4.88×10 -7 Pa·m3/s���cλG ©������׃С��������10 -7 Pa·m3/s ������ͨ�^ԓ�b�Ùz�y�Y�����Д��֪��ԓԇ�ϵ�y©��λ�Ñ��ڻ���DF������
�����cλD �քӷ��z�y©��ƽ��ֵ��8.8 ×10 - 10Pa·m3/s�����b���h�̙z�y©�ʞ�9.44×10 -9Pa·m3/s�����������cλ�ăɷN����©�ʲ�ֵ�^�������z©�����˞���ƺ�����m�r�g�͉������Һ���Ѹ�����ܔUɢ�M���R��©�ף����z�y�؏��Ե͡�ͬ���@Ҳ�����b�ßo�����Mһ���_�J����DF������©�ľ��_λ�á��������z©�m�鶨�ԙz�y�������_���ƺ���ij��m�r�g�͉���ֵ���߾��зdz��e�O�����x�������b���^�m�Mһ���о��������졣
����3.2�����������z©���Y������
���������z©Ҫ�����ϵ�y��������1 × 105 Pa�ĺ��⡣��ˣ����������z©ԇ�����ϵ�y����һ���y�T����һ�˿��B�әz©�x����һ�˿��B�Ӻ�Դ�������ǻ���_�������P�]�z©�x�������y�T�˿ڣ��_����Դ���y�T�˿ڌ����ǻ������2.2 ×105 Pa����������ȫ���P�]�t��ɺ�����䡣���L7. 5 m �Ŀ��������B�әz©�x������յ�����1.7×10 -7 Pa·m3/s�������˿ډ�����65 Pa ���O�Ùz©�x��©�ʈ�ֵ�鱾��ֵ�ăɱ����{������̽����x��ж朗l�������x�s1 mm�����h�̿������������Ƅӡ���D4(a) �������z©ԇ��b���B�ӈD���D4(b) ��z�y�cλʾ��D��
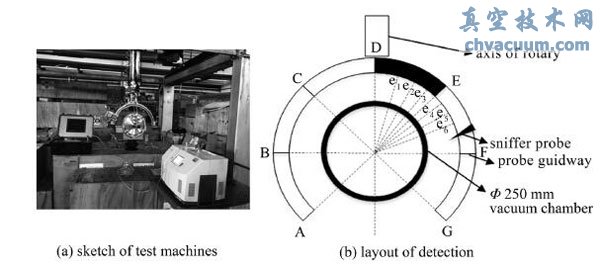
�D4 ���������z©ԇ�
��������؏������z©����K©�ʔ�ֵ�yӋ��D5(a) ��ʾ���ĈD�п��Կ������ɷN��ʽ�õ�7 ���cλ��©�ʲ�ֵ�^С���f���b�������������z©�ʴ_��Ч���b�������h�̙z�y�cλA��B��C��D��F��G ��©�ʷdz��ӽ�����ֵ������E �cλ��©�����@׃����2.1×10 -7 Pa·m3/s���ɳ����ඨ©�ב�ԓ���cλE ���������Mһ���_��©��λ�ã���E �c�������Ӝy���cλe1��e2��e3��e4��e5�Լ�e6���yӋ��z�y©�ʔ�ֵ��D5(b) ���Y���@ʾ����6 ���y���cλ�У�e1�c��©�����1.8×10 - 6 Pa·m3/s������5 ���cλ���ΜpС���ӽ����ף���˿��Mһ���Д�©��λ�ÿ���e1�cλ�����^��
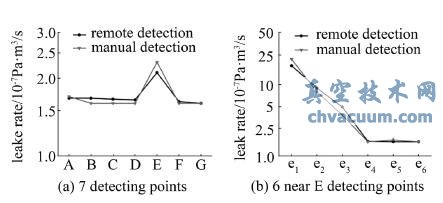
�D5 ���������z©ԇ��
����ԇ�Y��������
�������S�������������y��©�c���z�y©�����@׃���������z©��©��׃��Ҏ�ɣ��f��ԓ�b�õ������z©�y���ɿ��ʴ_��
���������^�ڇ������z©�������z©���ų����˞錦�����Ӱ푣���й©�ĺ���dz��ٿɽ����R��λ�õ��Д�ɔ_�����ܙz�y��©��׃����r�£�ԓ�b���܉�ͨ�^�����z©������u�ӽ�©�ľ��wλ�á�
4���Y���Z
�������b�õijɹ��о������Ǚz©���ش��g�M����ͨ�^�h�̿���̽�^�c�z©�x���υf�{�������ɑ����ڸ�Σ�h����ݗ��h���ęz©�У�����վ����늏S���������Ȍ��H���̵ęz©�������^�ߵđ��Ãrֵ��