������SS-AlN�����մ����̫ꖼ���ܵ��Ƃ�
������������ſ؞R����eSS-AlN�����մ�̫��x��������Ϳ�ӡ�Ϳ�ӹ�W���܌ӵ��Ƃ�,�Ȳ����~�ОR��Cu�t�ⷴ���;�ٲ��ò��P�(SS)���X�ɽ��ٰ���Ar��N2�Ļ�Ϛ��w��ͬ�r�R����eSS-AlN�����մ����Ռ�;������Al����Ar��N2�з����R����eAlN�p����ӡ������մ����Ռ��ɸߡ���SS�w�e���~�ă������ӌӽM�ɡ������R������Ĥ��ˇ�����@�ø���������Ϳ��,̫����ձ�α(AM1.5)���_0.956±0.003(����GB:α≥0.86),��GB��10%;�t��l���ε�H��0.043±0.003(GB:ε≤0.08)���Ƃ��φ58×2100 mmȫ�������̫ꖼ����,80��ƽ����pϵ��ULT�H��0.47±0.01 W/m2��(GB:ULT≤0.85 W/m2��),��GB��0.38 W/m2��,�������45%���Ƃ����ռ���ܾ������õ����Ʒ�|,����܃ȹܼӟ�350����480 h��,�����R���S���L��ƽ����ʧ�ʃH��2~3%,��������Ʒ�|����GB���_100������(GB:350����48 h,�R����ʧ��≤50%)��
����ȫ������ռ������̫��ܟ�ˮ�����IJ����������ܺÉ�Ӱ����C�ļ������ܡ���������ܵă�����Ҫȡ�Q����ȹ������̫��x��������Ϳ�ӵ����ܣ�������ⲣ���܊A���е���նȡ�1955 ����ɫ��Tabor������Gier ��Dunkle ��ͬ�r�քe����˲��ý����մɲ�������̫�ݗ�䡣����ƽ���ˮ������늻��W�����Ƃ�Cr- Cr2O3 ��Ni- Al2O3 ����Ϳ�ӡ�1970 ���Ϥ���W����WԺ���ôſ؞R�似�g���e̫��x��������Ϳ�ӣ��������˲��P�- ̼(SS- C)��Al- AlNȫ������ռ����[1,2]�������Ռӷքe����SS ����Ar ��C2H2 ��Ϛ��w�г��eSS- C �����մ����Ռӣ��Ͳ���Al ����Ar ��N2 �г��eAl- AlN �����մ����Ռӡ�
����1995 ��Ϥ���W��������˲��Ã�֧���ٰ��ڞR����w�ͷ������w�У�ͬ�r�R����e�����մ����Ռӣ�һ֧���ٰзǷ����R����e���ٽM�֣���һ֧���ٰз����R����e�մɽM��[3]��ԓ�ԭ���µ��о��ɹ�2002 �����Ї������˰l������[4]��1995 ���������������ϵİl���������g���Ї��_�l����Ҏģ���aSS- AlN �����մ�ȫ�������̫ꖼ���ܣ����ڮa�I���M����ȡ���˼�������a���P�I��ˇ�����g���b���һϵ�гɹ�[5]���������������аl�ɹ�֮һ���^��Ԕ���ؽ�B��մſ؞R����eSS- AlN �����մ�����Ϳ�ӣ����Ƃ��˸�����SS- AlN ���̫ꖼ���ܡ�
���
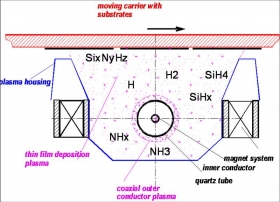
�������eSS-AlN ����Ϳ������մſ؞R�������Ĥ�C����O�����M�У���̖HM3B850M���A���Ĥ����Ҹ�2880 mm���ȏ�850 mm���R������ҙM����Y��ʾ��D��D1 ��ʾ���Ĥ�����b��3 ������R��A���У�Al��SS��Cu���й����D1 r/min����о�̶����б���R�䳯�����ܡ����⏽70 mm���з�늅^�L2600 mm���м���Al �к�Cu �о���99.9%��SS�О�1Cr18Ni9Ti���Ĥ���b��2 ·�M��ϵ�y���քeͨ��R����wAr �ͷ������wN2��Ar ��N2 ���Ⱦ���99.99%�����wAr ��N2 ��ݔ����ñ��������A����˾���a��D07- 18 ���|������Ӌ������300 sccm�����Ĥ�����b�dֱ��47 mm���L2100 mm �ĸ���貣����32 ֧���Ĥ�r�����܇��@�������D�����D�������\�ӡ�ԇ����dƬ�b��1 ֧�������ϡ��Ĥ�C����2 �_ֱ���Դ��1 �_�oAl �ОR�乩늣���1 �_�Ⱥ�oCu �к�SS �ОR�乩늡��Դ���ݔ��늉��������DC600 V/50 A������ݔ������ģʽ���Ĥ�C���Æ�Ƭ�C����ϵ�y�����F����ҳ���պ��Ĥ��ˇ��ȫ�Ԅ��\�С�
�D1 �R������ҙM����Y��ʾ��D
�����Ĥ�C�����ϵ�y��Ҫ�ɔUɢ�ú͙Cе�ýM�ɡ�������ҵ���նȺ���5.0×10- 3 Pa ���A�O���Ĥ��ˇ���ӳ��e�ͺ�ĤͿ�ӡ����ȣ�Cu ���ڞR����wAr ���\�У��R����eһ�����Cu �t�ⷴ��ӡ���Σ�����Al �к�SS ���ڞR����wAr �ͷ������wN2 �Ļ�Ϛ���ͬ�r�\�С������ܹ��D�\�ӵ�Al �и����r�������R����eAlN �մ��ӌӣ��\�ӵ�SS �и����r�����eSS �����ӌӣ��������Ͻ�����eAlN �ӌӺ�SS �ӌӽM�ɵďͺ�Ϳ�ӣ�����ÿ���ӌӺܱ����s2 nm�����^�Ͽɿ�����һ��SS ��AlN �M�ɵĽ����մ����Ռӡ�ͨ�^��׃SS �ОR����������e��ͬSS �w�e���~�Ľ����մ����Ռӡ���ԇ��Ȳ����^�ߵ�SS �R����������e��SS �w�e���~�Ľ����մ����Ռ�HA���ٲ����^�͵�SS �R����������e��SS �w�e���~�Ľ����մ����Ռ�LA�����Al ���ڞR����wAr �ͷ������wN2 �Ļ�Ϛ��У������R����eAlN �մɱ���p����ӡ�ԇ��^���Ѓ����ɽ����մ����Ռӵĺ�Ⱥ�SS �����w�e���~���Լ��p����Ӻ�ȡ������Ϲ�W���܌��⣬߀�ڲ����r���~�t�ⷴ���֮�g���eճ�Y�ӣ����~�t�ⷴ��Ӻ߽����w�e���~�Ľ����մ����Ռ�֮�g���e�ܱ�������ӡ��@�Ɍӌ��ͺ�Ϳ�ӵ�̫����ձȺͼt��l������ܵ�ؕ�I�ɺ��Բ�Ӌ��
������ԇ�����մſ؞R�������Ĥ�C�σ����Ĥ��ˇ���@�ø����ܵ�SS- AlN �����մ�̫��x��������Ϳ�ӣ��Ƃ��������ռ���ܡ��B�m�\��40 �t�������a1280 ֧���S�C��Ӝy���õ������Ϳ��̫����ձ�α ���_0.956±0.003 (����GB: α≥0.86)����GB ��10%�ࣻ�t��l���ε�H��0.043±0.003(GB:ε≤0.08)���S�C��Ӝyԇ�õ�����ܵğ�W�������¡�80��ƽ����pϵ��ULT �H��0.47 W/m2��(GB: ULT≤0.85 W/m2��)����GB ��0.38 W/m2�棬���������45%���Օ����܅���Y ���_305 m2��/kW(GB: Y≥190 m2��/kW)����GB ��115 m2��/kW���������60%������ݗ����H �H��4.0 MJ/m2(GB:H≤4.7 MJ/m2)����GB ��0.7 MJ/m2���������15%����ռ���ܼӟ�350��濾480 h�������R���S���L�ȵ�ƽ����ʧ�ʃH��2%~3%����������Ʒ�|�����h����GB�����_100 �����ϣ�GBҎ��350��濾48 h���R����ʧ��С��50%����