��ڏ�ˮ݆�C��ˮ���y�ĸ�Ч�������O��
�����о��OӋ�˝M�㲻ͬ��̖���y���y�w���y����ԄӺ���ϵ�y������ͬ��̖���y�ĽY���ͺ���λ���M���˷���������ˌ��F���y�ԄӺ��ӵļ��gҪ�c���y�c�����ԄӺ���ϵ�y���ö�N�O�ط��������ԝM���N��̖�aƷ�����Ԍ��F��N���ӹ�ˇ���Ԅӻ����ӡ�ͨ�^���H���a�е��ã����������ˮaƷ�����aЧ�ʣ��p�p�˹��˵Ąڄӏ��ȡ�
һ������
������ˮ�����������������Դ�ȱ����ИI�У��y�Tһֱ�ԁ����l�]����Ҫ�����ã����д��͵��y�������õ�����Ҳ�@����Խ��Խ�V���đ��á�Ŀǰ�����ѽ��������^�������y�T���a�wϵ�������ں��Ӵ��͵��y�r����Ȼ���R�������|��������������Ч�ʵ��µĆ��}���@��Ҫ�����y�Ĵ�Y�������������Ⱥ������c��ɵġ��ڴ����y�T�����a�^���У�����Ҫ�ļӹ��������Ǻ��ӡ���ԭ����˺����������еĹ��s���ϡ���ˇ���Ρ����a���ڶ̼��m�ڶ�N�С�������a�ȃ��c�⣬߀��������ӹ��������y�T���a�о����y�Կ˷���ȱ�c�������y�T��˾���a�F���ĽyӋ��һ�״��͵��y�������^���У�60%���ϵĹ��r�����ں��ӹ����ϣ����Гp�ĵ��˹�����ܳɱ�Ҳռ�������a�ɱ��еĺܴ�һ���֡����Ŀǰ�����y�к�庸�ӹ�ˇ���о���Ҫ�Ǽ����ڸ�Ч�������Ԅӻ��O�䡢��ˇ�������������^��ʽ�����Լ��_�l�µĺ��ӷ����ȷ��档
������ڏ��Mˮ���y�ĽY��������Ҫ��
����1. ���y�Ŀ��w�Y��
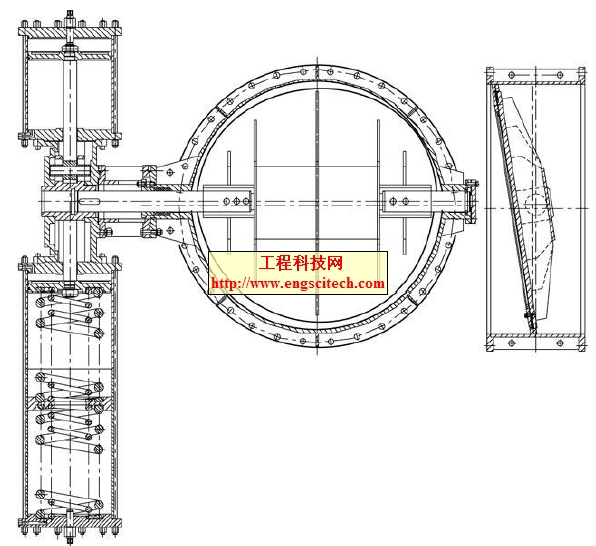
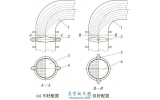
�������y��Ҫ���������y�w���y�塢�y���ܷ⡢Һ����ϵ�y������ϵ�y��늚�ϵ�y��(Ҋ�D1)���y�w���ô�ֱ�ְ꣬�����νY������䓰�ƴ���ټӹ����ɡ��y��֞�ε�����p����ɷN�Y�����p��������pƫ���pƽ��������ƴ���Y�����������ď��Ⱥ̈́��ȡ��y�w���y���ǵ��y����Ҫ���ɣ�Ҳ�Ǻ��ӹ��������ăɂ��P�I�������y�w��һ�N�h�νY�������p��ʽ�ԭh�Ǻ��p�Ͷ̽Ǻ��p����;�y�����pƽ��������ƴ���Y�������p���L�Ǻ��p������

�D1 ���y�ĽY���M��
����2. ���y�������c����
����Ŀǰ��������ĵ��yͨ������_��5500mm�������к�塢��庸�ӣ�䓲��������ӹ�����Ҳ�ܴ��y�w�ĺ��p�L�ȳ��^300m���y�庸�p���LҲ���^200m�����⺸�ӗl�����s���������|���оC�Ϻ��������^�õ�Q235B��Ҳ�к������ܲ�� WCB䓣�ͬ�r���ڴ���ƽ���p���M���p������߀�������p�����s��׃�ĺ��ӗl����Ҫ��F�����˱�횾����쾚�IJ����ַ����S���ĺ��ӽ��y�w���y��Ćμ�������߿��_35t�����������b�䡢���D���ף����H�ֹ����ں����^���ж���Ҫ������܇����b�䣬�����ڷ��D�����r��Ҳ��Ҫ�õ���܇����׃λ�C�������������}��Ŀǰ���y�����w����Ч��ƫ�͡��c����ĺ�������ȣ�Ŀǰ���y�T���a�в��õĺ��ӷ�ʽ߀����CO2���w���o���������o�Ժ��l늻��������ڵ��y��Č����к�壬�����^������Ҫ���ö��Ӷ���������Ժ���Ч��߀�Dz������˝M�⡣
����3. ��ߵ��y����Ч�ʵķ������ֶ�
����ᘌ����y�ĺ��ӣ������ߺ���Ч��һֱ���y�T�ИI���о��n�}���Y�ϵ��y�ĽY�����c��䓰���ϡ�����λ�ü����ӹ�ˇ�����c����ߺ���Ч�ʵ�����Ч�ֶ����_�l�Ԅӻ������O�䡣��M����y�ĸ�Ч�Ԅӻ����ӣ��ԄӺ����O����Ҫ��Q�����}����Ҫ�M���N��̖���y���y�w���y����b�A���ԄӺ��ӡ����m�����������35t�����к���λ����Ҫ�{����ƽ��λ�û��κ�λ�á����x��ĺ��ӷ�����횾߂�ܸߵ��۷�Ч�ʡ����ԄӺ��O���܉����90%����Ҏ�t���p���ԄӺ��ӡ���ᘌ��y��ǻ�w�Ȳ����L�Ǻ��p��ϵ�y�߂��ԄӸ�ۙ���ܡ������^�̷����Լ�늻���B��Ҫ�O�ء�
�������y�������O�������
�������y�ԄӺ���ϵ�y�������ͺ��Ӳ����C������׃λ�C�������Դ�Ϳ���ϵ�y��
����1. ���ӹ�ˇ���x��
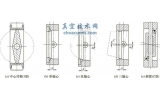
�D2 �y�w��Ҫ���p��ʽ�����D3 �y����Ҫ���p��ʽ
���������y�w���y��IJ��϶����к�壬�y�w����Ҫ���p܉�E���ǘ˜ʭh��(Ҋ�D2)���y�����Ҫ���p��܉�E����ֱ����(Ҋ�D3)�����^�m�ϸ�Ч�Ԅӻ�����(��Ȼ�п��gλ�õ��������Ɨl��)�����������y�T�ИI���ӹ�ˇ���g�ĬF�Ҳ�������������ИI�ĸ�Ч�����Ӽ��g�Ľ�CO2���w���o��������Ȼ�nj��F���y��Ч�Ԅӻ����ӵă��x��ˇ���к��ĺ���䓰���Ҫ�A���¿ڣ�Ȼ����ö��Ӷ���ĺ������CO2���w���o���c����ȣ����Ѓ�ȱ�c�������۸�Ч�ʸߣ�������κã����Ǵ���ӕrÓ�����y���e�����y����ǻ�w�Ȳ��ĺ��ӣ�����y�Ⱥܴ�CO2���w���o����Ҏ�������۸�Ч��Ҳ�ܸߣ����ڽY�������ӣ� ���p���g����Ҫ�M������������CO2���w���o���w�R���^��Ҏ�����Ӻ��p�����|�����������p�����OӋ���y��Ч�ԄӺ����O����ڣ������m�ϲ����ԄӺ��ӵĶ��Ӷ�����ӣ��҂�Ҏ����ȡCO2���w���o�������ͺϺ��ӹ�ˇ�����ڴ��������亸��������CO2���w���o����ˇ�������w�溸��������ز�������ˇ��
����2. ���y�̶���λ���{��׃λϵ�y���OӋ
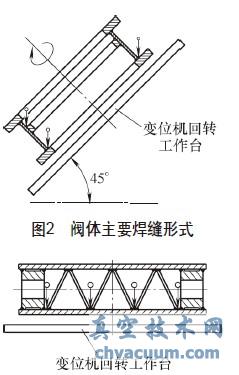
�������]��Ҫ�M���N��̖���y���y�w���y����b�A���ԄӺ��ӣ�����Ҫ�����к���λ��Ҫ̎��ˮƽ���κ�λ�ã�����׃λ�C���OӋ���кܴ��g�y�ȡ����ȴ_��׃λ�C�ij��d�������Ñ��aƷ�������w����������32t��׃λ�C�OӋ������������35t�������_��ֱ����6.4m���鱣�C�y�w�Ϸ��m�P�Ǻ��p����̎�ڴ��κ�λ�ã�׃λ�C����D�Ƕ���Ҫ�_��135°(Ҋ�D4)��
�D4 �y�w������D�Ƕȡ��D5 ׃λ�C�����w�Y��
����������̎�ڈD4λ�ã����D�����_T�Ͳۺ;o�̹��b�����ܴܺ����������˹����_��͊A��Ҳ���OӋ�����c�������鱣�C׃λ�C�ķ��D�ͻ��D��ƽ�������D�����p�����X�壬�p늄әC��(Ҋ�D5)�����D����Ì��Q���е��p�ӽY�������D�ͻ��D���O�ЙC��p���i�����o���_�����N����׃λ��B��ʧ늠�r���ܴ_����ȫ���˜ʙC���ĊA�ߟo���M���Ñ��F����ʹ�úͰ�ȫҪ���҂����o����˨���ݾࡢ�A���w��
�����M���˺ܶ���M�����OӋ��׃λ�C�A�ߴ_�����ܽ�׃�������£��A�߾��ܝM���Ñ�����Ķ�λ���A�oҪ���F�b�A����ж���ٷ��㡣׃λ�C�Ŀ��Ʋ���PLC���ƣ����b���D���a���M�ɰ��]�hϵ�y���ɾ��_��λ����λ���Ɍ��F�ͺ��Ӳ����C�أ��M�ɵ��y�����ԄӺ���ϵ�y��
����3. ���Ӳ����C�ĽY���OӋ
�������Ӳ����C�����w�Y�����Õr����˾TZ4�͘˜ʽY������Ҫ�Ǹ������y�ĺ���λ��(Ҋ�D4)�ͺ��ӿ��g(Ҋ�D6)�������C�ęM���͙C�^�M��ᘌ����OӋ�����a�F���y������ֱ����4m���y��ӏ����߅���������У���С߅�L��650mm���Ķ���Ҋ�����g�MС�ǙM���͙C�^�OӋ����Ҫ���Ɨl�������Ӳ����C�����p�C�^�Y��(Ҋ�D7)��һ�ȑҒ�CO2���w���o���C�^(���)��һ�ȑҒ����C�^(�҂�)���鱣�C���w�Y���ķ����ԣ��M���Ľ���ߴ��횵õ����C(��t�M�����϶ȕ�����)�����ԙM���o��ֱ���M���y��ǻ�w�M�к��ӡ�CO2���w���o��һ�Ȳ��Ã���s�۵ĽY����ʽ���������߲����M�����ߣ���������s�۵��M�o�팍�F����Ч�г̞�4m����һ�������к��������b�ã����ܲ��Ã���s�۽Y�������Բ����˼��L�۽Y�������ӕr��ֻ�м��L�۲������뵽�����Ȳ���
�����D4��ʾ�y�w���ڃɂ����m�P���g�����ޣ�ͬ�r�C�^����߀��һЩ���ٵĸ�ۙ�O�䣬ռ��һЩ���g������Ҫ���F���m����h�p�ĺ��ӣ�ͨ�^���b�������~���C�^�{�����ͺ��pƽ�еĽǶȣ�ͬ�rҲ�M��C늸�ۙ��λ������
����4. ����ϵ�y���O��ϵ�y
�����ԄӺ���ϵ�y�Ŀ���ϵ�y�ͱO��ϵ�y��������һ������ƽ�_��(Ҋ�D8)������ϵ�y��Ҫ��Ɍ����Ӳ����C��׃λ�C�������Դ�����әC�^�ϰ弰�����^�̵ą����O�á��������ƺͅ����{��������ڬF���IJ�����ͬ�r�OӋһ���ֳֿ��������Ñ�ʹ�á��ں��ӵ��y���r�����Ӆ^���ڿ�ҕ�����⣬����·���ͺ��Ӡ�B���_������˱��ԄӺ���ϵ�y�e�OӋ�˺��p��ۙ�ͱO��ϵ�y���������C�^(Ҋ�D9)��܉�E��ۙ���õ��ǙC늸�ۙ�ķ������Cе̽�^���¿��Ƅӣ����߳��Fƫ�ͨ�^늄��ϰ匍�F�{���������]�л��⣬�����^�̱O�ز��õ�����ͨ���I�z���^(��Ȼ��)���O�ؔz���^ǰ�˰��b���I���������Թ⾀�a��������CO2���w���o���C�^(Ҋ�D10)��܉�E��ۙҲ�Dz��ÙC늸�ۙ�ķ�����
����������ͨ���I�z���^(��Ȼ��)�o���M��CO2���w���o���۳رO�ص�Ҫ��������Ҫ�e�OӋһ�����۳رO���b�á����b���ɸ��ٔz���^���R�^����W�V�R�����R�Ȏײ��ֽM��(Ҋ�D11)�������ԄӺ�ϵ�y���ƾ��L�ȳ��^20m�����Ԟ��˜p�ٺ��Ӹɔ_��Ӱ푣����������þW��ģʽ�������OӋ�ĺ����۳رO���b�ý�Q���^�yҕ�dž��}��Ҳ���C�˪MС���g�����Ҫ���{ԇ�Y�����������b�ÿ����^�V���ӻ���ĸɔ_��ҕҰ��������^�캸���۳ؠ�B���܉������^�y�����z������
�ġ��ԄӺ�ϵ�y�ĬF������
�������y�ԄӺ���ϵ�y�{ԇ��ɺ��ڌ��H���a���_ʼ����(Ҋ�D12)������׃λ�Cͨ�^��35t���H������ؓ�dԇ���Ԍ��F0°��135°����Ƕȷ��D�����D�ͻ��Dƽ������135°�Ƕȹ����b�A��ȫ�ɿ����ԄӺ�ϵ�y�ăɂșC�^���������ͨ�^��Сǻ�w���ҷ������ӡ��C늸�ۙϵ�y�܉�ʴ_��λ�\��܉�E���{��ƽ�����������ײ�����¹ʡ��۳رO�؈D���������܉�ʴ_�Д�CO2���w���o����늻���B��ʹ�õ��y�ԄӺ���ϵ�y�����p���κͺ����|���õ�����(Ҋ�D13)������Ч������50%���ϡ�
�塢�Y�Z
����(1)Ԕ�������˵��y���ӵ����c���錍�F���y���Ԅӻ����ӣ�����˺��ӹ�ˇ���ԄӺ����O�䷽����Ҫ���c��Q�Ć��}��
����(2)�����˴��ͺ���׃λ�C���܉��m����N��̖���y���y�w���y��İ��b�̶����܉�M����D�Ƕ��µİ�ȫ�OӋҪ��
����(3)�����C�ęC�^�OӋ�ȝM���y��MС���g�ĺ���Ҫ�����܌��F�y�w�h�p�ĺ����ˑB��Ҫ��
����(4)�����OӋ�ĺ����۳رO���b�ë@�úܺõ�CO2���w���o���۳صĈD���۳��܇��ą�����D���������Ɍ��FCO2���w���o�������^�̱O�ص�ָ��Ҫ��