�͟��y�T�y�w��ӹ���ˇ����
�����U�����͟��y�T�T�C5 �y�w���_�ѳ��������T�����T��ȱ�ݡ�ȱ���a������̎���������c�y�w�_��֮�g���Pϵ��������A���Ĵ�ʩ��
1������
������ʯ���ɟ��ИI��538��ߜع��r�£�����ԇ��c���όW���˜�ASTM A217�е��͟��T�C5(����ZG1Cr5Mo) �dz��õĸ��Љ��͟��y�T���ϡ�C5 䓵�ұ������̎�����T��ȱ���a���ȟ�ӹ���ˇ���s���e���T����ȱ���a������M�ПẸ�ͺ����̎�������ܴ_���T���|�����@���л����T��ȱ�ݼ��У�����ȱ���a��������������̎����ˇ����������ԭ���ڸߜظ߉��O�a���Ѽy���M����ɚ��wй©������ᘌ�Ҏ���DN250mm��������PN40bar�����|��C5���T��y�w����ʹ�ÜضȞ�380��400�棬ʹ�É�����PN20bar���r�³��F�Ѽy��ԭ���M�з�����������A����ʩ��
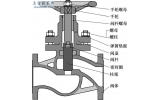
2���y�w��ò
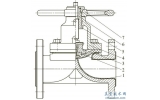
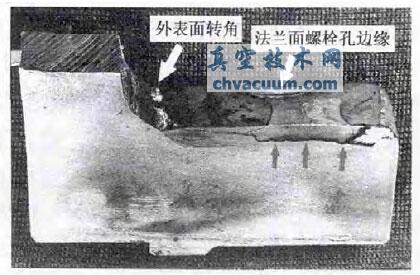
������Ŀҕ�z�y�����y�wA���m��������������@��Ҋ�Ѽy�^�����侀̽���z�y�����y�wB ���m�����Ȳ������Ѽy�^����̎�Ѽy���l�����y�w�Ķ˷��m�������Ѽy�l����λ�����m�cͨ��������ཻ̎����ֱ�ǣ�δ���A���^�ɡ�
3����������
�������y�w���ϙz�y�Y���������仯�W�ɷ���Ԫ��Mn �����Ե�(��1) �����W����ָ�˵����������^�ͣ���������ƫ��(��2) ��Ӳ��(ƽ����170 HB) �����L�ʺ�������ָ�˾����á���o�����Ȳ��T��ȱ�ݣ���400��ߜص�20bar �����_���£��T���������_��й©��

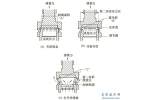
�D1 �y�w
��1 ���W�ɷ�Wt%

��2 ���W����
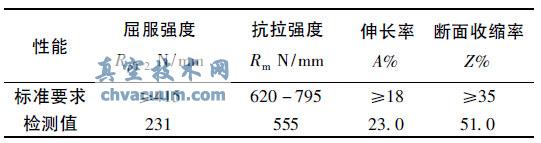
������ʹ�ù��r������PN4.0 MPa ��C5( ZG1Cr5Mo) �y�T��400��ߜ��£�������S����������3.04MPa(30.4bar) �����y�T���Hʹ�É����H��2.0 MPa�������Sʹ�÷����ȡ�
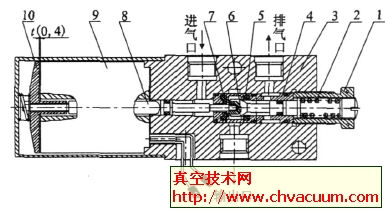
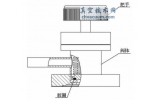
�������y�w����M����Ƭ�������y�w�_�����н����Ѽy��ò�@ʾ�����m�����D�Dž^���Ѽy��90°؞��������( �s����ͬ) ���dz����@( �D2 ���D4) ��
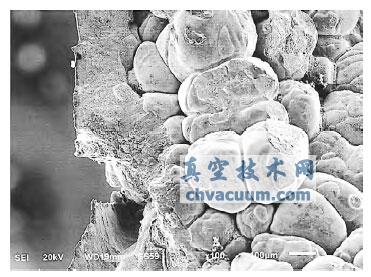
�D2 ���D�Dž^��������ò
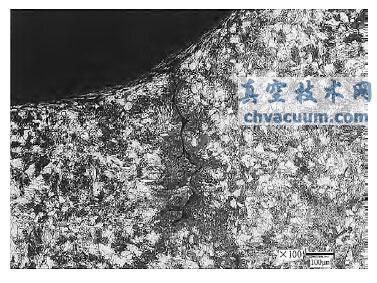
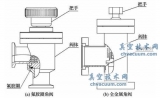
�D3 ���D�����Ʌ^��M���ֲ���ò
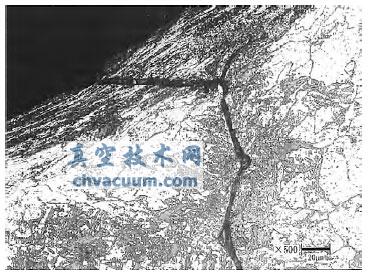
�D4 ���D���Ѽy�^��M����ò
4���_��ԭ�����
����4.1���T�칤ˇ
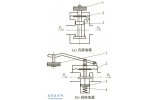
�����Ľ�����Ƭ�������y�w�T��A ���m���w�M��֦��ƫ���l�_���ֲ������ɣ��Ѽy�^�����ɳ�Ƭ�ۼ����Ɖ��˽��ٵ��B�m�ԣ�ʹ�ۼ�̎��Ч��e�p�١��������T�칤ˇ�O�ò������ˮ�a�s������̲�������ģ��cð���w�e��λ�����P�����m�����c�y�wͨ���ཻ���ں��^������λ�����T��ṝ��λ���T������������^����e�����ɣ������ڸߜغ͉��������_���®a���Ѽy�������ﵽ��؞�����m�cͨ���Y�ϲ�(���m����) ����ɽ��|й©��
����4.2����̎��
����C5 �T���ğ�̎����ˇ������+ �ػ��������@�M����ؐ���w���^��������w+ �F���w�������_���y�w���@�M����Ӳ�Ⱥ����W���ܣ����T������ƫ�ͣ��e�����������^�ͣ��������^�ߣ������ǻػ�ض�ƫ����ɡ���̎����ˇ����������ʹ���y�w���w�����W���ܲ��㣬�T�����Ȳ��������T���Ȳ��M�������^�l�_��֦��ƫ���ͳ�Ƭ�ۼ������ɣ����T����̎��(����) �^���нM����������s�������У����T�����Ʌ^���γɑ����_���͑������У��������y�w�_�ѵĿ����ԡ�
����4.3���Y��
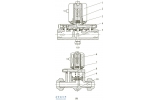
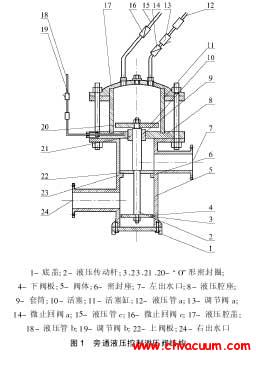
�����y�w�˷��m��ƽ�����C�ӹ����ͣ���Ҏ�������ӹ����c�κ��洹ֱ�ཻ���ཻ̎��횵��A��̎�����Ԝp�ّ������_���y�w�˷��m��ƽ���cͨ���ཻ̎����ֱ�ǣ��]���ԈA���^�ɣ�����ˑ������С����_���T���ϲɼ���ԇ�ӽ��߱�����( �D5) �������^�쵽�T�����Ʌ^��������ĽY���y��ͬ�r߀�@ʾ�����Ʌ^߅��������˺�Ѡ�����������F���������ډ����ܵ������ڑ������к��T������ȱ�ݣ��ڸߜظ߉��_���£��γ��ˏăȵ����؞�����Ѽy�����½��|��©��
�D5 B ���m����ԇ���_����ò
����4.4���a��
����A ���m�Ѽy���ⲿ��Ŀҕ��Ҋ��B ���m�Ѽy�ڃȲ���RT ���z�����Ľ�����Ƭ������ĸ���c���Ľ���̎�ͶѺ��^�������Ѽy���Ѽy�����a���r�a���ġ�C5 �T���һ�Nؐ���w(�R���w) �͟�䓣��Ͻ�ɷֶ࣬���Ͻ���׃���ʲ�һ�£��a��ǰ�T����ȱ�ݼ��܇��^����A�ᣬ��δ���A�ᣬ�۷�����cĸ�Ĝز�̫���ڰ��ۻ��^�͟�Ӱ푅^�����F�R���w�M�����M���ɺ��ӑ������Юa���Ѽy�����⣬�a����Ҫ���r�ػ��M������̎����
����C5 �T�����_�ĺ��a��ˇ�nj��T��ȱ�ݼ��܇��^���M��300�� ���ҵ��A�ᣬȻ����R507 ���lʩ����ʩ�����R���M��720�� ���ҵ��ػ�̎�����Ԝp�ٺ��ӑ����͟�Ӱ푅^���a���^��Ӳ�ȡ�ȱ��̎����( �۷����) ��Ӳ�ȱ�횱����cĸ��һ�»�ӽ���NACE MR0175 Ҏ�����ۻ��^����Ӱ푅^��ĸ�ĵ�Ӳ�Ȳ������^2HRC������Ӳ�������T���_�ѵ��[�������m����ͨ����|���y�T���a���^�粻�M�П�̎�������a�^��Ӳ��һ����h�h����ĸ�ġ�NACE MR0175 �˜��J�飬Ӳ���nj����Ѽy���������ء�����C5 �Ͻ���T��ȱ��һ��Ҫ���a�ͼ��r�M�к����̎�����ܴ_���a���|����
5���Y�Z
����C5 �y�w���mһ���ⲿ�_����Ҫԭ����T���ğṝ��λ���ڇ��صĴ���e����ȱ�ݣ��@Щȱ���Ɖ��˽��ٻ��w���B�m�ԡ���Σ���̎����ˇ����ʹ�û��w���Ȳ��㣬�ډ����ķ��͛_���������Ѕ^�����_�����m��һ�ȃȲ��Ѽy��Ҫ�������a���rδ�M���A��ͺ���̎�������l���Ѽy�����ֹ�Ѽy�a�����T���M�Sǰ���M�в��|���ߴ硢���^�ͱں�ȳ�Ҏ�z�飬���ӏ����T����Ӳ�Ⱥͽ���M���z�飬���Д��T��������ȱ�ݺ͟�̎����B�Ƿ�ϸߜظ߉��y�T��͚������y�T���Լ�������Ҫ�ܾ��y�T�T��߀����ASME B16. 34 Ҏ���M���侀̽�������}�T��������l�F�����r̎����������Ͷ��ʹ�ú��ٳ��F���wй©�F����ȱ�ݵ��T���a����횰���ˇҎ���������a����ˇ횽��u���ϸ��a������M�к����̎���͟o�p̽���z�y���y�T�T���ڙC�ӹ��r�������չ�ˇ���У�����ƽ�洹ֱ�ཻ̎һ��Ҫ�ӹ����A�ǣ�����ֱ����ɑ������С�