F92�y�w���y�����ӹ�ˇ���о�
1������
����1000MW ��( ��) �R���늙C�M���������l�y���y�w���Ϟ�F92�����ڴ˲��Ͼ���һ�������уA�����cͬ���|�y���ĺ����^���У������Ѽy�dz����У������ں��ӵğ�Ӱ푅^(q��)���F(xi��n)��F(xi��n)���y�T�����^���У�ᘌ������Ѽy�Ȇ��}�M����ԇ��о����_���˺����ĺ��ӹ�ˇ����(sh��)���@�������õĺ��Ӻϸ��ʡ�
2����������
����F92 ���R���w�͟�䓣��˲�������F91 䓵Ļ��A�ϸ���������䓷N���cF91 ����( ��1) ��Mo �������ͣ���������W ������B����������ڸߜؠ�B(t��i)�µĔ��я��ȡ��ߜ���׃���Ⱥߜؿ�������(��2) ��
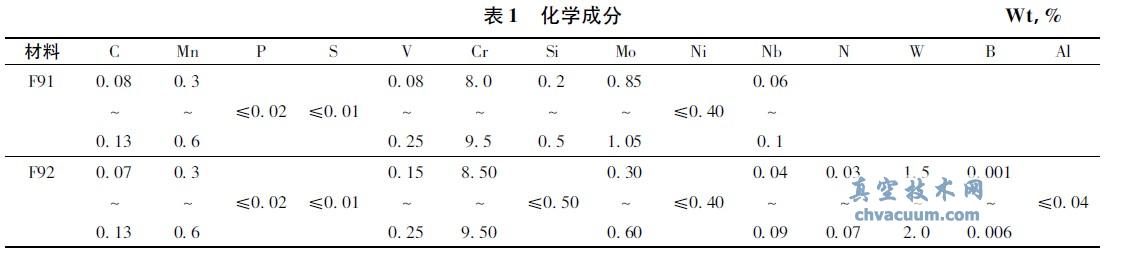

����̼����Ӌ�㷨��һ�N����(j��)�Ͻ�Ԫ�صĺ����u�������Ѽy�����Եķ�������[C]> 0. 6 �r�����ϵĺ����Բ̼����[C]Ӌ�㹫ʽ��
[C]= C + Mn /6 + ( Ni + Cu) /15 + ( Cr + Mo + V) /5
��������(j��)F92 ĸ�ĵĻ��W�ɷ�( ��3) ��Ӌ���F92̼����[C]= 2. 09���f��F92 �ĺ����Բ���уA��ʮ�����С�

3�����ӹ�ˇ
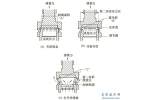
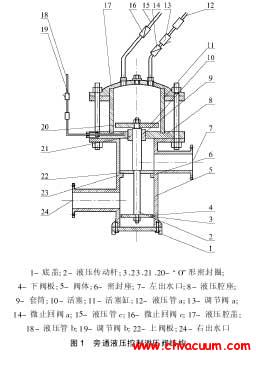
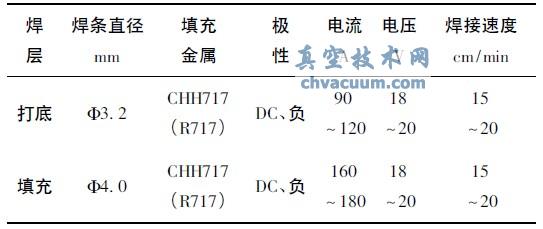
�����y�w���y���ĺ���( �D1) �����ֹ�늻��������lʹ��E9015 - B9 ( ��4) �����lʹ��ǰ��300 ��350���ɣ�����2h�����l���뱣��Ͱ�ȣ����ֹ�������S���Sȡ��ʩ���r���м�����ÿһ�Ӻ����������ջ�̎��ͣ������������M����ֹ�a���Ѽy��
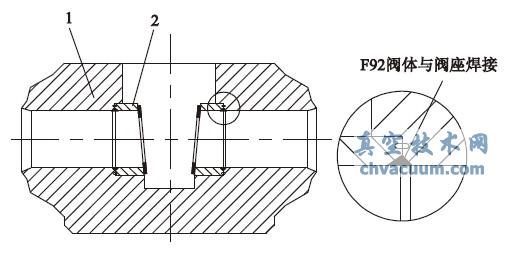
1. �y�w2. �y��
�D1 �y�w�c�y���M��
��4 E9015 �� B9 ���l���W�ɷ�Wt%

����F92 ��ں����в���С����������^С�ğ�ݔ�����M�ж��Ӷ����( ��5) ������F92 ��Ӳ�A���^������Ҫ��������A��ضȺ͌��g�ضȡ����g�ض�һ�㲻�����A��ضȣ����nj��g�ض��^�ߕ�Ӱ푺��ӽ��^���w�ě_���g�ԣ�����ߌ��g�ضȿ�����300�棬�A��ضȿ��Ƽs250�档
��5 ���ӹ�ˇ����(sh��)
����������ɺ��p���ټ�ĸ�ğ�Ӱ푅^(q��)���l(f��)���M���D׃�����ɴ��Ӳ���R���w�M����ͨ�^��ȡ760�� ± 10�汣��2h �ĸߜػػ�̎���������m��?sh��)Ľ��ͺ��ӽ��^���ȣ����ƽ��^���p���ٵ��g�ԡ�
4����(sh��)��(j��)����
4.1����1 �Mԇ��
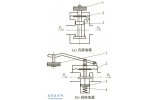
������ԇ���M������ԇ�( ��6) �͏���ԇ�( ��7) ���ď���ԇ(sh��)��(j��)���Կ���������ԇ�ӳ��F(xi��n)�����5. 32mm ���Ѽy������(j��)ASME �ڢ���Ҏ(gu��)����ԇ�ӏ���������ϣ����p�͟�Ӱ푅^(q��)�����г��^3. 2mm ���_��ȱ�ݡ�ԇ�Y��������Ҫ��
��6 ��1 �Mԇ������ԇ�
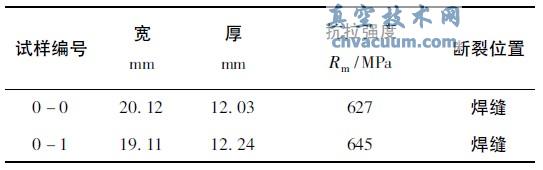
��7 ��1 �M����ԇ�
����ԇ���ڏ����r�a���Ѽy���Ǵ����^��ı��F(xi��n)���@Ҳ��F92 ���Ͽմ�A����Ӱ푡����Q�@�����}��ʹ���ӽ��^�������ã����˺��ӹ�ˇ��
����(1) ���Ӻ�������̎�����ضȞ�375�� ± 10�棬����2h�����䵽�Ҝء�
����(2) �����̎���ɱ���2h �Ğ鱣��4h��
����(3) ������ߌ��g�ضȲ�����350�棬�A��ضȿ����ڼs300�档
����(4) ������ƺ��������غ���s�^�̡�
4.2����2 �Mԇ��
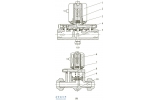
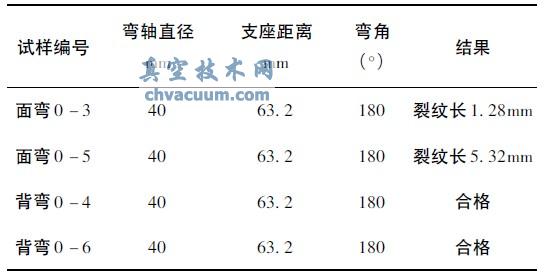
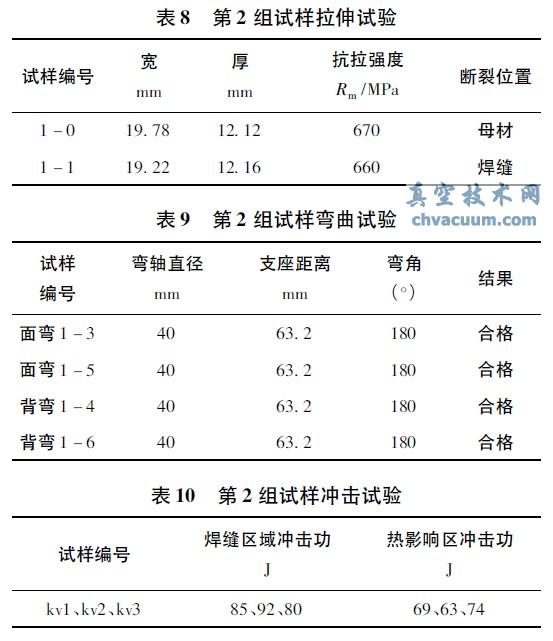
���������ĺ�ĺ��ӹ�ˇ�����M�к��ӣ����M�����W����ԇ�( ��8����9 �ͱ�10) ��ԇ�Y���@ʾ��ԇ�������_��Ҫ��8 ��2 �Mԇ������ԇ
5���Y�Z
����(1) F92 䓵Ŀɺ����^����ӹ�ˇ���s����ֻҪ�x����m���A��ضȺ͌��g�ضȡ�����̎��������ˇ��(zh��)�У���ȫ���Ա��⺸��ȱ�ݵĮa�������_���x���̎��ضȺͱ��ؕr�g���DZ��C���p�@���������W���ܵ��P�I��
����(2) ͨ�^��F92 �����R���w�͟�䓺��Ӳ��ϡ����ӹ�ˇ�����о�����F92 �����������Mһ�����J�R���o����F92 ���ӹ�ˇ�΄Օ����u�������ṩ�˿ɿ�����Փ����(j��)�ͅ�����(sh��)��(j��)��
�����īI
������1���R��ȼ��������. ���R��偠t���SA - 335P92 ������ԇ��о���J��. 偠t���g�� 2006( 1) : 38 - 46.
������2��������. T91 䓵ĺ��ӡ�J��. ���Ӽ��g�� 1997��26( 3) : 36 - 37.
������3��ASME - 2007��偠t����������Ҏ(gu��)�������Ӻ��F�ӹ�ˇ���������F�ӹ������Ӻ��F�Ӳ������u���˜ʡ�S��.
������4�����������A���β��ۣ���. F92 �y�w����ܷ���Ѻ�D802���о�[J]. �y�T2012( 6) : 12 - 14.