RH�t��ռ��Ϸ����b�õă������M
һ������
����RH�t��ռ��Ϸ����b��(���º��Q�����b��)��RH�t�F�Ͻ����ϵ�y�е��O�䣬���F�Ͻ�У�ʷQ�����yԇ���e�`�Q������r��ͨ�^�����b�ÿɌ��Q����ж�µĺϽ��ϣ�ͨ�^ˮƽ����R��Ƥ���C�����Ͻ���ռ��϶����e�`�����Ϲܣ�ж���e�`�������С��F�еķ����b���ܷ�Ч���Ӱ���ձ�ʹ��Ч�������⣬�F�еķ����b��߀���ںϽ���й©���y���S���������y�忨���Ć��}����ռ��g�W(http://smsksx.com/)�J����o���M���B�m���I��Ҫ��
����RH�t�����b�õĽY��
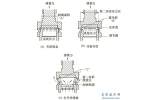
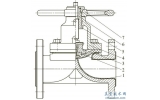
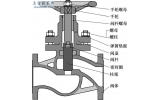
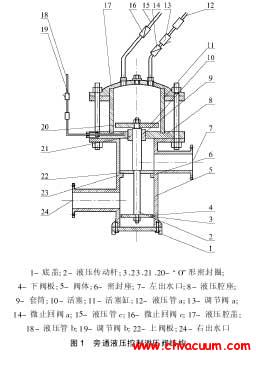
����RH�t�����b����Ҫ���y�w�����b�ú��y��M�ɡ�ԓ�y�w����ͨ�y������һ���O��1�����Ͽڣ���һ���O�е�һ���Ͽڣ�ԓ�y�wб�·��O�еڶ����Ͽڣ�ԓ���Ͽڞ���e�ϵ��ŷſڡ��y�wһ�Ȱ��b�����b�ã����b�������������D�����D�������������D�S�c�y�����D��ͨ�^�y������D���팍�F��һ���Ͽڵ�ͨ���c�ڶ����Ͽڵ�ͨ�����_�ϣ��Ķ����ƺϽ��ϵ�������Y����D1��ʾ��
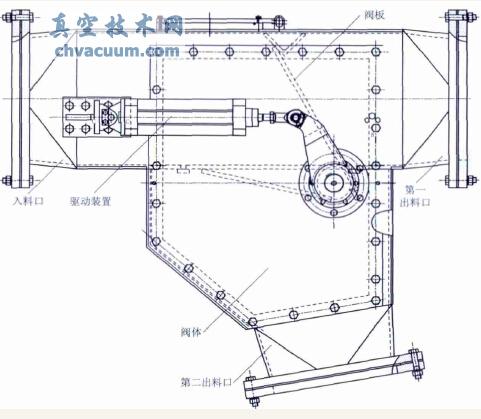
�D1 ��ռ��Ϸ����b��ʾ��D
����ԭ�����b����Ҫ���ڵĆ��}��ԭ�����
������RH�tͶ�a���ڣ��������a���������㣬�������F���e�ϵ���r�����⣬�Q������ӷQ��У����Ҫʹ�÷����b�á�ԭ�����b���ڌ��Hʹ���^���н������F�y���S���������y�忨�����y�w©��ȹ��ϡ����H�����˾S���˵Ąڄӣ�����Ӱ푟�����a����к���ձó����Ч�������¾��ϵ�ԭ���M�з�����
����1�������b���y���S������
�������ڷ����b�ô��ڼ���������g��������ܵ���������ղۣ���ղ���픘��ĺ濾�ضȿɸ��_1400�����ң���ղ��ں濾�^����ɢ�l�ğ�����ˮ���������b�������գ��y���S�ڸߜ�����Û�����ڷ����S�ɶ˾��̶��������y���S���������������Ӛ���������^С�������D�S�������r��������Ҫ�S����ʹ�ô��N�ô����D�ۣ��y���S���܄��������Ϲ��Ͼ��l�����践�ϵ����a�^���У�ÿ��̎���s��2h�����ؕr���������a�����Дࡣ
����2�������b���y�忨��
����RH�t����Ҫ����֮һ�nj��ˮ�M�гɷ��{��ԓ��ˇҪ�������̎���^���Ќ��F�Ͻ��X����̼�ۼ��뵽�ˮ�С��y������c�y�w֮�g���g϶ԭ�OӋ��10mm���y�����ֱ���ȼӹ����س�����X����ֱ����10mm���ң��F�Ͻ���K���X����������ܽ��^�����b�Õr���O�����y������c�y�w֮�g�Ŀp϶�ʹ�y���c�y�w��Ħ����������ӣ���Ħ�����������������r���������y�忨�����y�忨��������_�y�w�ϲ��ęz�ף��������ĺϽ��ϼ��X�������
����3�������y�y�w©��
����RH�t���ϵ�y����^������ն�Ҫ����67Pa���£����ڷ����b���Ǵ�����ռ���ϵ�y�еģ�����Ҫ��������ՠ�B�¹����oй©�����ϵ�y���M�������z©�^���аl�F�����b�ô��ڶ�̎©�⣺�y�w���p©�⡢�y�w������˨��©�⡢���D�S̎©�⡢�y�w���m����ܷ��m֮�g���ܷ�©�⡣
�ġ������b�õĸ��M��ʩ
����1�������b���y���S�������ĸ��M
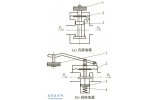
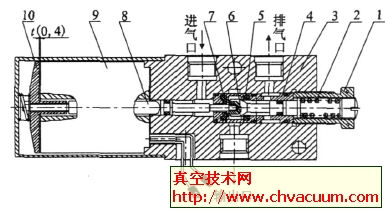
��������ʹ���D�S�m��һ���Ĝض��c����׃�������������D�S�ăɶ��S�зքe֧�����S�����ϣ��������D�Sһ�˵��S�й̶�����һ�˵��S�О��΄ӡ����⣬���y���S����һ������1����ͬ�����ף��������@���ӣ��鱣�C�ɂ�������s��ͬ���������_������1�ך�Դ�y�_���������]�h��·����ϵ�y�����M���y���S�b��ʾ��D��D2��ʾ��

�D2 �y���Sʾ��D
����2�������b���y�忨���ĸ��M
�����ڷ����b���y�忨����̎���^���аl�F�������y�������y�w֮�g�ĺϽ��ϼ��X��ֱ������10mm���ң��ʌ��y������c�y�w���g϶�Ğ�5mm�������y�����ֱ���ȼӹ����ȿ�����1mm֮�ȣ������˺Ͻ���K���X������ԓ�g϶�ȡ����Mһ�����C�����b���y��oй©�����y�������b���z�壬���y�w�������坍���á�
����3�������y�y�w©��ĸ��M
����(1)�y�w�����ꮅ���y�w�M������ԇ��©���c�M���a����
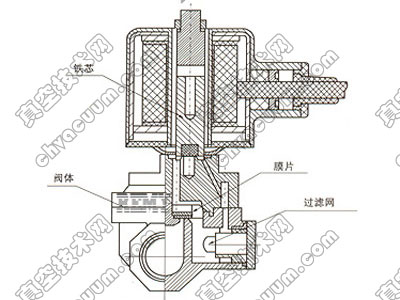
����(2)���y�w������˨����ͨ�Ğ�ä�ף��y������w���c�y�w�Y����֮�g�����ܷ�|��
����(3)���D�S�ɶ��O�ô����ܷ�Ȧ���ܷ�Ȧ�����ߜصĹ����z�����ڴ���Ϳ���ߜ؝���֬��ʹ���D�S���кܺõ��ܷ��ԡ�
����(4)���y�w���m����ܷ��m֮�g���ܷ�|�M�и��Q����˨�o���^��Ҫ���Q������Ҫ����
�塢����Ч��
�������^������ʩ�IJ��ã��������Ă�����Ͼ�ʹ��1�꣬���`�C����Ч�����ã������b��δ�l�����D�S���������y�忨�����y�w©��Ĺ��ϣ�����ՠ�B�����a�^���еķ����ṩ���O�䱣�ϣ������˾S���˵Ąڄӏ��ȡ�