�ƚ��b��PSA�̿��y��©ԭ�����������
����PSA��Ԫ���ƚ��b�����ἃ������Ҫ�M�ɲ��֣��Ї�ʯ�ͻ����ɷ�����˾��ꖷֹ�˾�ƚ��b��PSA��Ԫ��2011���\���^�������F�������К�⺬���ߣ�PSA�\�Љ��������������Д�������̿��y��©�����PSA�����½������^ͣ���z�ްl�F����������^�w���ڹܾ����ռ������wÓ�䣬�ϲ��������ܵ��ܾ�����w���Ӻͳ̿��y���l���_�Pʹ���������ۻ������̿��y�ܷ������ĥ�p��ʹ�ó̿��y��©��
�����Ї�ʯ�ͻ����ɷ�����˾��ꖷֹ�˾�ƚ��b�ù��Q������40dam3/h���I�䣬�����p�Nˮ�����ƚ似�g�����_���r����8400h�����a����30.2kt/a���ƚ��b����ԭ�ϼӚ�Ó��ˮ�����D�����М�׃�Q��PSA����ἃ���������ϵ�y�岿�ֽM�ɡ�����PSA����ἃ�������ɳɶ��A�������Ƽ��ɷ�����˾�OӋ���ӹ�����40dam3/h���ƚ��b����2009��5��19��һ���_܇�ɹ������a�����Ȟ�99.9%�Ĺ��I�䡣�������ܾW��Ҫ���ƚ��b�ý��v��9�_8ͣ���e����2011��9�z���Ժ��ƚ��b���L���ԁ��a������8��12dam3/h���ஔ���OӋؓ�ɵ�25%���ң������y���^��
1��PSA��ˇ����
����׃�������ἃϵ�y(PSA)�DZ��C�aƷ�伃�Ⱥϸ����Ҫ�M�ɲ��֣�һ��PSA��Ԫ���F���}���aƷ�伃�Ȍ��o���M���Ú��λ�����aҪ�����������aƷ���д��ж�����̼�������Ú��λ����������ɲ���Ӱ푡�
1.1��׃������ԭ��
����������ָ�����ɷN���B��ͬ�����|���|�r�������ܶ��^�����|�ķ������ܶ��^�ߵ����|���汻�����ĬF����^�̡������������õ����|���Q���������������������|�Q�������|��
����PSA���ἃ��ˇ�^��֮���Ե��Ԍ��F�����������������������������еăɂ����|��һ�nj���ͬ�M�ֵ�����������ͬ�����������|���������ϵ����������S�����|�ķ։����������ӣ��S�����ضȵ��������½��������������ĵ�һ�����|���Ɍ��F�������Դ���s�|�M�ֵă���������ʹ�������ἃ;�����������ĵڶ������|���Ɍ��F�������ڵ͜ء��߉����������ڸߜء��͉��½����������Ķ������������������c����ѭ�h���_���B�m���x�ἃ����Ŀ�ġ�
��������ƽ����ָ��һ���ĜضȺ͉����£��������c�����|��ֽ��|����������|�ڃ����еķֲ��_��ƽ����^�̡��ڌ��H�������^���У������|���ӕ��������ײ���������沢������������ķ����������`����������;ͬ�r�������е������|�����֕�����؏����������ӻ����������|���ӵõ��������Ķ��˷����������x�_������;��һ���r�g���M��������ķ��Ӕ����x�_������ķ��Ӕ���ȕr�������^�̾��_����ƽ�⡣��һ���ĜضȺ͉����£�������ͬ���������������|��ԓ�ӑBƽ����������һ����ֵ��
�����ډ����ߕr�����چ�λ�r�g��ײ��������������Ě��w���Ӕ��࣬�������Խ�߄ӑBƽ����������Ҳ��Խ���ò�ͬ�ض��µ������Ȝؾ�������(Ҋ�D1)��
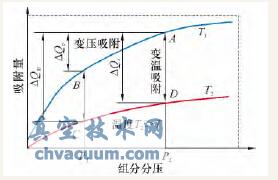
�D1 �����Ȝؾ�
�����ĈD1��B→A���Կ������ڜض�һ���r���S����������������������u����׃�������^�����������ψD����������A-B�ε����ԁ팍�F�����c�����ġ��������ڳ��ظ߉�(��A�c)�´�������ԭ�Ϛ��г���������s�|�M�֣�Ȼ���s�|�ķ։�(��B�c)ʹ���N�s�|���Խ�����
1.2��PSA��Ԫ��ˇ����
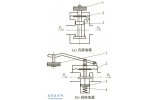
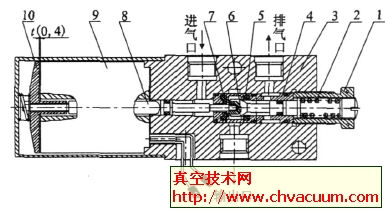
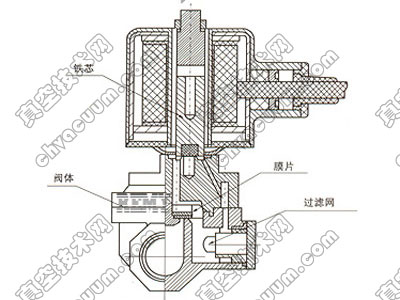
�����ƚ��b��PSA��Ԫ��10�_��������2�_혷Źޡ�1�_�����⾏�_�ޡ�1�_�������Ϲޣ�83���̿��y��1�_Һ����վ���ɡ��a���aƷ���������ܾW�������������D���t����ȼ�Ϛ�һ���֟��������������ἃ�^����ͨ�^�����OӋ����83���̿��y�Ԅ��_�P�팍�F�ģ�����10-2-4�����OӋ������һ���������ڃȣ�2��ͬ�r�����������^�̰���4���B�m�������՚���^�̣���š��_ϴ�����^�̡��Ϊ�����һ��������������10���̿��y��ͨ�^�̿��y���_�P׃�������������һ�����������������������ľ�����혷š���š��_ϴ���ľ���������������������һ�������aƷ��K����13����ˇ���D2��Ϊ�һ���������ij̿��y���ƈD��
2�����چ��}���F��
�������\�е��^���аl�FPSA��Ԫ���ڲ��ֳ̿��y��©�F���������^���в��֚��ͨ�^��©�ij̿��y�Z��������У���ɽ����������M�ְl�����׃�������������M���D���t������t�Ŝض��S��������������M��׃�������ӡ����F������4�N�F��
2.1���D���t�t�ŜضȲ��Ӵ������
�����D���t�t�ŜضȲ��ӷ����əz��ǰ��20�����ң����ӵ����100�����ң�ͬ�r�����D���t���ڜضȿ����y�����ӡ�
2.2�������≺������׃������
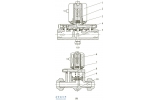
�����̿��y��©�Ă��e�������ڛ_ϴ�����^���н���������ƫ���ڮa����10dam3/hؓ���£�����������ԭ����ƽ������5dam3/h���ӵ�8dam3/h���ҡ�
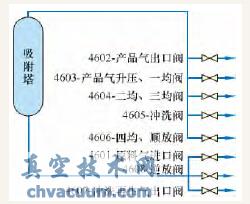
�D2 �������̿��y���ƈD
2.3��PSA��������������
�����̿��y��©�Ă��e������������ƽ���^���У����������F�������½�׃���������������������Ч�����ѡ�
2.4���������еĚ�⺬��ƫ��
������ͬؓ�������L�����r�g�ԟo�����ͽ������еĚ�⺬�����������@ʾ�������еĚ���w�e�֔���ԭ����45%�����ѽ�������70%���ң���ɚ��������½���
3���̿��y��©��Σ����ԭ��
���������ƚ��b��̎�ڵ�ؓ���\�У��a��8��10dam3/h���D���t���ڜضȿ�����650�����ң�ԭ�Ϛ��M�t���S����2.5��4.5dam3/h���M��ƫ�ͣ��̿��y��©������Σ���@�ø���ͻ����
3.1���ƚ��b�üӹ��ɱ�����
�����������К�⺬���^�ߣ������PSA�������ʵ͡����a�����IJ��֚���S���������M���D���t�����ˣ����H��ɼӹ��pʧ�����ӣ�Ҳ�����˼ӹ��ɱ���
3.2������������y�Կ���
�������Ѓ�©�̿��y��������̎�ڛ_ϴ����ŵĵ͉��^�̕r��̎�ڸ߉����������еĚ��ͨ�^��©�ij̿��y�M�뵽�͉������������S���_ϴ����ŵ��^���M�뵽�������У��˕r�������К�⺬���ߣ�����ƫ��;���]�Ѓ�©�ij̿��y��������̎�ڛ_ϴ����ŵĵ͉��^�̕r��̎�ڸ߉����������еĚ�ⲻ���M�뵽�͉����������У��˕r�������еĚ�⺬���ͣ������������Y����ɽ�����ĽM�������Dz���׃���ġ����M����������׃���Ľ���������ȼ���M���D���t����ɻ�������y�Կ��ƣ������Еr�^�L��ֱ��t�ܣ����t�܉�������^��Σ����ͬ�rҲ��ɠt�Ŝضȴ��׃����
�����D���t���ƚ��b�õĺ����O�䣬�����ƚ����еķ������ṩ��Դ����3.5MPa�����Įa���c�䌦���κͳ��ڵďU��偠t�ض����P���D���t�ŜضȵĴ�����ӱ�Ȼ�����b�÷������ضȵ�׃����ˮ��ϵ�y�a����׃�����������a�����M���D���t�������l�����ӣ����^����Ӱ푠t�Ŝض�׃�����L���������D���t�t�ܼ��D��������ʹ�É���Ҳ��������^��Ӱ푡�
3.3��ԭ�����
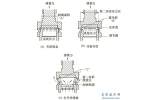
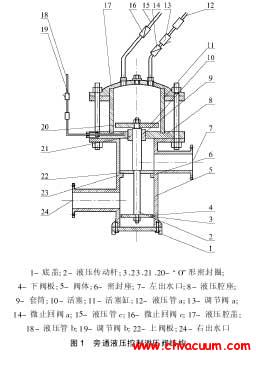
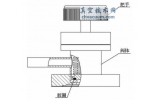
����2012��5�·�PSA��Ԫ�M����ͣ���z�ޣ��l�F�˳̿��yй©�ĸ���ԭ���ǣ�������A���^�w���ڹܾ����ռ������wÓ�䣬ԓ���е��������ܓp�M��ܵ��ۻ���������ĥ�p�̿��y�ܷ�����y��������ܷⲻ������̿��yй©(Ҋ�D3)��

�D3 ��©�̿��yĥ�p����ܷ���
�����ڙz���^���д��_PSA��Ԫ��A���^�w�r�l�F����ڹܾ����ռ������wÓ�䡣���چΪ�һ�����������������ڃȣ�̎���������������E�r��ԭ�Ϛ�ĵײ�1̖�M���y�M����픲��ų�;��̎�ھ������_ϴ����Ų��E�r�����w��픲��M�����ײ��ų������w�L�ڳ������ɂ��෴�����淴��������������A���ռ������w�����������������ռ������w���ں���ȱ�ݣ��]���M���p�溸�ӣ��������aĥ�p����������ۉm�������ռ����z�W���棬�������������ĉ��A���ռ������w���L�r�g��ƣ���������������Ó�䡣
�������ڵ��wÓ�����A���е�������ֱ���M��PSA��Ԫ�����ϵ�У�PSA��Ԫ���\���^�����������������Zĥ�p�ۻ������̿��y�ܷ�����ĥ�p����̿��y��©��
����PSA��Ԫ�����r�g�^�̣�������PSAѭ�h�^�̵�һ����ˇ���E�������r�g�^�̕���ɾ����ٶ��^�죬ʹ�����������ӵ��ɄӺ͉��飬����������ۻ���Ӱ�������ʹ�É�����
4����ʩ
4.1���ӹ���������ռ������w
������������������ռ������w��������r���������F�ٴ�Ó�䣬��10����������w���Ӽӹ̣�������“ʮ�ּӏ���”�M�мӹ̡�
4.2�����QPSA��Ԫ�̿��y�ܷ��
��������PSA���������������l�F��©���صij̿��y������3̖��4̖��6̖�����Ùz�����g��32���̿��y�ܷ���M�и��Q�����M�д��_�����Q�ij̿��y�o��©�F��l����
4.3�����Q�ۻ���������
�����ڙz�����g�l�F������픲��������ۻ����أ�ϵ�S���̈́�����픲�������HX5A-98H�M�и��Q����Ӌ43.65t��ͬ�r�����bж�����g��PSA��Ԫ�ܾ��M�е��ⴵ�ߣ����ۻ������������߸Ƀ�������ܾ����е���������ĩ���̿��y�ܷ����ٴ����ĥ�p��
4.4�����ƾ����ٶ�
�����������ĺÉ��ǛQ��PSA�������ܵ��Pϵ���ء�PSA����������������Ҫ�������������ٶȲ����^�죬������������ٶ��^�죬����������������ӵĸ��Ӻ͉��顣���HΣ����������ʹ�É�����ʹ���������½���Ӱ푚伃�Ⱥ����ʣ����҉�����������ۉm��ʹ�����������������ӣ�©���ķۉm߀���ܓp�Ĺ�ˇ�y�T���y��������PSA��Ԫ������B���ӡ���ˣ������ٶ��^����Ӱ�������ʹ�É�����PSA��Ԫ�������ܵ���Ҫ���ء������ھ������y�T�����������װ彵��������ٶȣ�ʹ������ǰ��8s���ӵ�Ŀǰ��17s��
4.5���{�������r�g
���������r�g��PSA��Ԫ����Ҫ�����������b���\���^���в����ˆT�����M�������ͽM�ֻ�������Ҫͨ�^�{�������r�g�����_���aƷ����Ҫ�@�øߵĚ�����ʡ������ֹ�˾�gЪ���a������͕r�Ě����ӵ����c�����g�ƚ��b�îa������10dam3/h���ӵ�13dam3/h��������ؓ���^���У���M��aƷ�伃�Ⱥ͚�����ʣ���Ҫ���r�{�������r�g�����{���^���в����^�죬ÿ�����������p10s���ˣ������������r�g�{������^�����혷Ž����ٶ��^�죬�_���̿��y�ܷ��档
4.6�����Ӿ����r�gӛ�
���������ˆT����PSA��Ԫ�\��Ҏ�ɣ�����ӛ䛡���ӛ������Ӿ����r�g��ӛ䛣��������r�g�@ʾ��DCS�����У����ڲ鿴�����r�g���l�F���}�����Q��ͬ�r�����{��PSA��Ԫ���������c�OӋ�������շ��������_�Ɣ�ԭ���r�m��ƫ��Ž^�������r�L�ڴ��ڡ�
4.7����߃x�������O���{У���|���͕rЧ
����PSA��Ԫ�ij̿��y�����a�^�����_�P�l�ʷdz��ߣ������_�P���l���ij̿��yÿ���_�P�Δ����_50�f�����ϣ�����̿��y��PSA��Ԫ�������׳����ϵIJ��֡������a�^���г̿��y�Δ��^�࣬��M�ӏ��c�x��ϵ�����ڌ��/���D�Q���Ͷ�λ���M���{У�z�顣
5����
����(1)���^�z���D���t�t�Ŝض�׃��������20�����ң��t���ڜضȿ��Ʒ�����
����(2)�����≺������׃����������������ƽ������������5dam3/h���ҡ�
����(3)PSA������������������֮ǰ�����������������z��ĉ��������ھ�����B�r�������ĉ��������㶨�����l�FA����6̖�y��Ȼ���ڃ�©�ĬF����4��ƽ���^���У����������ߡ����h���´Ιz���^�����M�и��Q��
����(4)�_��������ͨ�^�{�������r�g���������еĚ�⺬���ѽ����@�½�������½���33.09%����������������@��
6�����h
�����z������������^����ߣ�PSA�̿��y�����l�l�Ć��}�õ��ص�Q����S���b���L���ڃ��|���������a��������½��h��
����(1)��ͣ���^���У����ֹ�����������s�|�������������������½������h���������ք�й���r�M������ڶ�й�������ײ�й����
����(2)��PSA��Ԫ�ÓQ̎��r�M�����ø����⣬�������^���ˮ��CO2�s�|�M����ӺY�������ӣ���ɴ����ۻ���
����(3)ᘌ��������ܓp����r�����h��������픲��z�W����������һ���ܷ�|����ֹ���C��׃�λ�ƽ����ɵ��g϶��
����(4)������������Ӵ����h���������ό��b�6��13mm���X�������ȴ����鏊�ȸߣ���ĥ���_���ԏ��������܌��b��������Ƅӡ�ͬ�r�����w�����������w�����z�W��Ҫ��]���������ߣ������ˏ���С��������ֱ���c�z�W��������|�����p����������������ĥ�p����������