��ֹ�y�y���M�����OӋ
1������
�����S����ֹ�yʹ�ò������ԵIJ�����ߣ��Y��������M����ʹ�É���Ҳ����صõ����L���������B�m�����aϵ�y�У����ڽ�ֹ�y�y���M�������w���|�Ĝض�׃��������׃�����_ˢ��ĥ�p���w����e��D�����g������y���M���c�g��ȱ�p�����ۺͰ��ݣ��M���a���Y�����ܷⲻ���ă�й©���}���ɞ�Ӱ푽�ֹ�yʹ�É�����ԭ��֮һ�����Ľ�B�N�S���㲢�ɸ��Q�y���M���Ľ�ֹ�y��
2�����}����
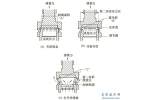
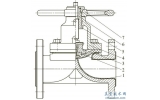
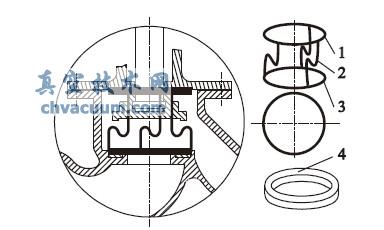
������ֹ�y���y���������g����ĥ�p��Ӳ�|�Ͻ�����Ƕ�̶����y�w��( �D1) �����y���ܷ�����F�pȱ�ݕr��һ������y����y���ܷ��挦�еķ�������ȱ�ݡ����y���ܷ�����F�^���ص�ȱ�ݕr�����S�ɱ��ߣ�ֻ�܈�U���_�y�T�������������a�ɱ�������������M��
3���ɸ��Q�y��
�������˽�ֹ�y�y������ď��y�w�ϲ�ж�Ͱ��b���OӋ�ˎN�ɸ��Q���y���M����
3.1���ݼyʽ
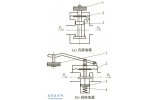
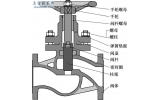
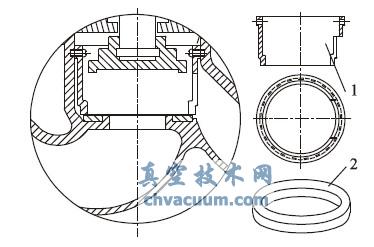
�����ݼyʽ�y���nj��Ͻ���ϼӹ����y���h( �D2)�^�ݼy���M�y�w�γ��y�������y���h���O�ж�λ���ڣ��������o���ж�y���h���y����y���h�Ɍ���ĥ����ʹ���б�횳Ɍ����Q�Ͱ��b�����ݼy���y���h��ж���㣬��λ�ɿ������L���ڸߜء��߉���B��ʹ�Õr�����׳��F�ݼy̎׃�Σ����Ӻ���ľ������һ����Ӱ푣��ݼy̎Ҳ���a��й©���ݼyʽ�y���Ľ�ֹ�y�������ڸߜء��߉����r��
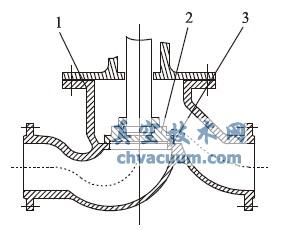
1. �y�w2. �y��3. �y��
�D1 �Ƕ�̶�ʽ�y���Ľ�ֹ�y
3.2������픉�ʽ
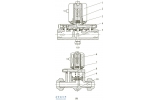
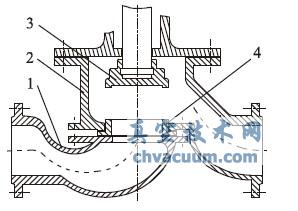
��������픉�ʽ�y�����ڽ�ֹ�y���y�wǻ���Ï��ɽM����픉��̶�һ���Ͻ����������y���h( �D3) ���y���h����Ȧ����Ȧ�͵��涨λ���y�wǻ�İ����У���Ȧ���������Ï��ɏ���픹̡��D�����y�w�ϡ�ֻҪ���ɵľo�����m���y���h�����a����λ�����y���h�p�ĺ�ֻ��Ҫ�Ɍ����Q�y���M�����ɡ����⣬�y����ӹ��ɰ����Σ��y���h���y��Ɍ����У����������ȼ����Ϗ��ɵ��A�o�����˽Y���nj��y���h�Ï��ɶ�λ���y�w�ϵİ����У������ڲ�ж�Ͱ��b�y�w�r����Ҫ�Ì��ù��߶�λ���ɣ��^�韩�����y�T���ڸߜظ߉�ϵ�y�У��������׳��F����׃���pС�������y���h���yǻ�������ܽ��|�ضȼ��y��D��������׃�Σ����y�����ڸߜظ߉��Ĺ��r��ʹ�á�
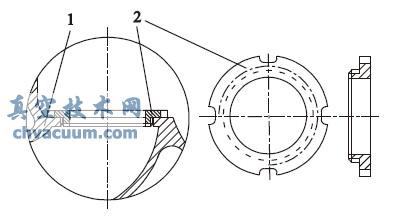
1. �y�w2. �y���h
�D2 �ݼyʽ�y���h
1. �Ϗ���Ȧ2. ����3. ����Ȧ4. �y���h
�D3 ����픉�ʽ�y���h
3.3���h�ζ�λȦʽ
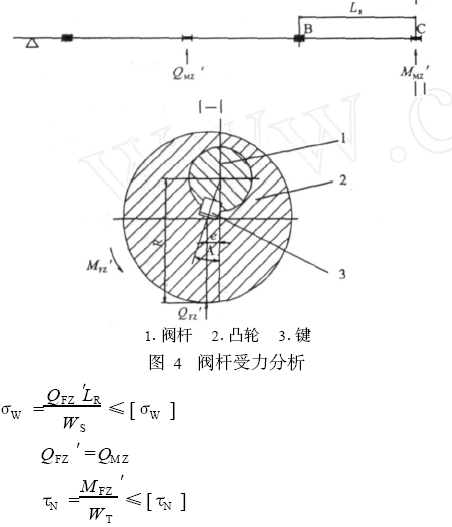
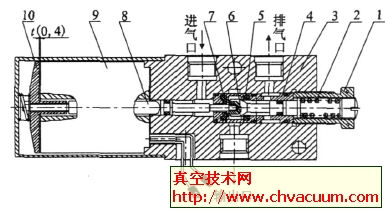
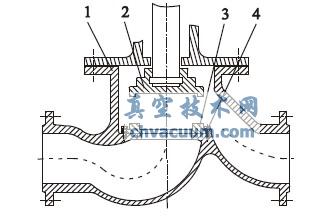
�����h�ζ�λȦʽ�y���Dz����A�o�����oһ�����������ڵĭh�ζ�λȦ���y���h�D����λ���ٌ��h�ζ�λȦ����˨���c����ʽ�̶����y�w�ȱ���(�D4) �����y���h�p�ĺ�ֻ��Ҫ����˨��ж����������ɰ݆��ĥ�h�ζ�λȦ�ϵĺ��c������λȦ�����y��ͬ�rȡ�����Ɍ����Q�y���M�������A�o�����b�h�ζ�λȦ���ɡ��˽Y���y���h��λ���Ȳ��ߣ��h�ζ�λȦ����λ�Õ��S�����w�_ˢ�a��׃�ζ��pС�A�o����������ֻ�m����һ�㹤�r�l����ʹ�á�
1. �h�ζ�λȦ2. �y���h
�D4 ��λȦ�̶�ʽ�y���h
3.4���M���y�wʽ
�����y�w�����ɲ��ֽM��( �D5) ���y���h�D�������y�w�����y�w���m�g�������y�w�M�ϵ���˨���A�o�y���h�����y���h�p����Ҫ���Q�r��ֻ���ж���m��˨�����_���mȡ�²����Q���{���y���hλ�ü��ɡ����y�w�����y�w�M����˨���Բ��÷�ͨ���p�^�������y���h����ƽ������y�w���|��eҪ���������l�����˽Y���m���ԏV�����ǏĽY����������й©�c����й©�Ŀ����ԡ�
1. ���y�w2. ���y�w3. �y��4. �y���h
�D5 �M���y�wʽ
1. �y�w2. �y��3. �y���h4. ��λ��˨
�D6 ��˨��λʽ�y���h
3.5����˨��λʽ
�������y���h�ϼӹ�����˨�ף�����˨���y���h�̶����y�w��( �D6) �����y���h���F����ȱ�ݕr���ɷ���ĸ��Q�y���h���y�ꡣ���ֹ��˨Ó�䣬��˨��M�з���̎���������ߜغ����g�Ľ��ٽz�B�Y��������˨���Բ��ó��^��ᔣ�Ҳ�����ǃ�������˨�����w���|�ĜضȺ͉���׃��������˨���i�o�����һ����Ӱ푣����ֹ�y�m����С�������|���������r��ʹ�á�
4���Y�Z
������ֹ�y�y�w�c�y���h�ķ��x�����F�˽�ֹ�y�ܷ�M���Ɍ����Q����Ч��λ������˽�ֹ�y��ʹ�É����������˽�ֹ�y������ɱ���
�����īI
������1�������. �����y�T�OӋ�փ���M��. ����: �Cе���I�����磬2006.
������2������F���o����. �Cе�OӋ�փԡ�M��. ����: �ߵȽ��������磬2002.