�_����ձ������D�ӵ�CAD/CAM���g�о�
�������һ�N�����S���ؼӹ���������չ�ɷ��ӹ��_����ձ������D�ӵķ����������U��ij���͈A���[�����_����ձ����~�����D���;��������W������ģ�͵Ľ��������S���w���������͡���������ԄӾ����c�ӹ��ļ��g���������]�D��������;����c������CAMܛ�������������ͼӹ���ʽ����ƽ�������^���M�мӹ���ͨ�^���Ʊ��暈���߶Ƚ��ͱ���ֲڶȣ��Ķ��_������ӹ����ȵ�Ҫ���Ը�Ч�ӹ������D�ӣ��ڌ��H�ӹ��У�ȡ�����^�õĽ��������Ч�档
�����ں��պ��졢���̈́�����ʯ�ͻ�������՚���x���O������Ҫ�������ʵ���ձ��M�ϙC�M����Ŀǰ���������a�IJ��֙C�M��������ģ�Mԇ��Լ����������^���д��ھ�����������ԓ�No����ՙC�M�������ИI�еđ��á��P��ᘌ��������}�_�l��һ�N���͵����_����ձã�ԓ��ձò��������D�ӣ��®aƷ���yԇȡ�����^�õĽ���Ч����
�����D�����_����ձõĺ�����/������������ֱ��Ӱ푵��_����ձõĹ������ܡ��D�Ӱ����^���ɷ֞���~�D�ӡ����~�D�ӺͶ��~�D�ӣ����У����ڼӹ��ď��s�ԣ����~�D�ӑ����^�٣������Π�ɷ֞�ֱ�~�D���c�����D��(�ַQŤ�~�D��)�����~�D�Ӿ���ֱ�~�����~�����D����ֱ�~�������ɷN�Π��Ҋ���D����D1��ʾ���������ܶ��ԣ����~���ڃ��~����������ֱ�~������ӹ��l�������ƣ����_����ձ��I�������D���ڌ��H�к��ّ��ã��P�����_�l�ĮaƷ�ǵ�һ�Α��á�
���������D��������С�ͱ������Б��á�Ŀǰ�ڇ��⣬���]�����g���ܺͼӹ�Ч�ʵ����أ������D��һ�㶼���ó���㊵����ӹ���������㊵��OӋ������^���y����ĥ�p����y�M�е����a����һ�N��̖�ĮaƷ����һ�N��̖�ij���㊵������ܝM��μ�С�������aģʽ�����҇��������M�ڳ��ε��ăr��ܸߣ������a���ε��ܾ��ȺͲ��ϵ����ƣ��e���_����ձ��D���w�e�����������^��ʹ�������D�Ӽӹ�׃��ʮ�����y��������ɱ��ܸߡ���ˣ��P�߿��]�ڔ���㊴��ϲ���ƽ�������^��������ε��ӹ��D�ӡ��c���ε���ȣ��˜����^�������õ��ԃr�ȡ����ǣ�����㊴�������ͨ㊵��ӹ������D��ǰ�����������ӹ�݆��܉�E�����M��CAD���ͺ�����Ԅ����ɔ��ش��a�����������D��݆��������s����ʹ���S���w���_���ͺ͔��ؾ��̼ӹ��^�����y������ij�����_����ձ����~�����D�Ӟ��о�����̽ӑ�����S���W��ģ��CAD/CAM���g��
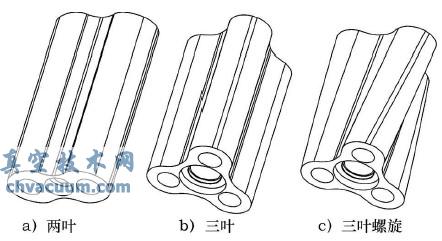
�D1 ��Ҋ���D��
1���D���;�����
�����D���;�����һ���ɈA�����u�_���͔[���M�϶��ɡ��������D�Ӿ��_���w����ǰ������Ҫ���������γ�ԭ�������������������̡��ԈA���[�����D�Ӟ������D�������;���Փ���ɈA���c��ܗ�����M�ɣ���������A�������о���[���������νM�ɣ���Փ�;���D2��ʾ��
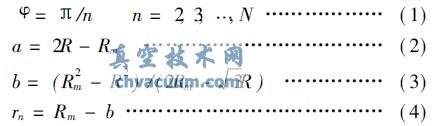
����ʽ�У�U���D����Փ�;���픽ǣ�n���D���~����R���D�ӹ��A�돽��Rm���D����Փ�;����돽��a���D����Փ�;�֮�룻b���D�ӷ�A��O3���D������O2�ľ��x��rn���D����Փ�;���돽����U���⣬ֻҪ�o���ɂ���������������������������OӋ�r��һ��o���D�ӹ��A�돽R���D����Փ�;����돽Rm����Փ�;��A��c1c2�η��̞飺
![]()
����ʽ�У�x1��y1��A��c1c2���c�����ˡ���Փ�;��[��(���о�)c2p�Ό��H����һ�l�Ȕ[��������ͨ�^ԓ�������γ�ԭ�������������̣�

�Y�Z
�������~�����D�����S���w�ľ��_��ģ�ͼӹ�һֱ����ԓ����_����ձõđ��ã��P�߽�B�ą��������S��ģ�����ܺõؽ�Q���_����ձ������D�����S���w���_��ģ���}��ʹ����չ�ɷ��ӹ�ԭ�������^㊵������S����ӹ������ϼӹ������D�ӳɞ���ܡ����®aƷ�Č��H�{ԇ���a�У�ԓ���������s�Ć��}���λ���ͬ�rҲ����˼ӹ����ȣ��s�����������ڣ�ȡ�����^�õĽ��������Ч�档��������D���ஔ�ڴ�ģ����С�X���������X݆��ԓ�ӹ�����Ҳ�����ƏV������X݆�ӹ��С�