�͜س�ⳬ�����ϵ�y�ĺ濾
�����@���坍�ij�����յ��țQ�l�����܉�濾����ң�ʹ�Ś�p�����١��o�ͳ������ϵ�y���õ��x�ÿ��ж�N�Ŀ��]���������u݆���ӱ����͜ر��ѽ��ɞ齛�����е��x��÷N��ʹ���Ñ�����ի@���ֶε��x�������˸���Ļ�����ء��ɺ�����������C��s�ĵ͜رã��乤��ԭ���nj��������ĸ��N���w���Y��һϵ�е�����ϣ�����ʣ��Ě��w�͜������ڻ���̼��������ϡ��͜رÿɫ@�ô���١��o��Ⱦ����խh����������Ҫȱ�c�Dz��ͺ濾���������C����s���������˵͜ذ��Ͽɳ��ܵ�ݗ���ؓ�d�����͵���s������1~40 W�����Q�@�����}���ɲ���Һ����ˮ����壬Ҳ�Ɍ��B�ӹܼ��L������ֱ�ǣ����͜ر��M�П���x���@��һ�����ݱؕ������B�ӹ�ͨ������������ҵIJ��濾����e���Y��ʧ���˵͜رó��ٴ�ă��c��
�������]���������ϵ�y�濾���g�͜رõğ�ؓ�d���}����ԓ�M������һ�N��ϵ�y�����������g�Ȳ�Ӱ푵͜رõĸ߳��������S�������ϵ�y�濾��200��ĺ������еķ�����
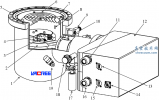
�����D1 ��ʾ��һ���������e�������ϵ�y������ԓϵ�y��Ҫ�д���ٟo��Ⱦ�ij���ֶΣ������x��CT18 �͜رã�Ӣ��VG ��˾���a�����������M�г�⡣ԓ�Ì�ˮ���䡢�՚�͚�Ę˷Q���ٷքe��4000��2000��1500 ��1200 L/s����ϵ�y�У����e�ʂ��ҵĵ͜رã���B����������һ�������£��ں濾���gԓ������ˮ��s���������������g��Һ����s��ϵ�y�濾�r���D1 ��ʾ�������yȫ�����_���mȻ����������ʹϵ�y�濾����Ӱ푵͜ر�B �Ĺ������������ړ����ʹ�ʂ��ҵij��ٽ���1/2��2/3�����߀�踽��һ�����壬�Ķ������˴�����Һ����
���������A ֱ�Ӱ��b������x���õ�Φ200 mm�ڏ����l�yA ��(��D45 ��ʾ)���ĺ濾�^��픲����͜رõİ��b���m֮�g�ľ��x��100 mm�����濾�ضȞ�180��r���͜ر÷��m�ɱ��ӟᵽ80�档�˕r���õڶ����͜س���ض�Ҳ�S���濾�ضȵ����Ӷ����ӡ���180��濾�£��y��ϵ�y������2×10- 5 mbar�������^�m�������P�]�l�yA����15 s �ȉ�������10- 6 mbar ���£��@Ȼ���@�����͜ر�A �ь����wጷ��Mϵ�y�����Ҵ˕r�͜ذ��ϵğ�ݗ��ؓ�d���^������C����s������
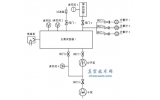
�D1 �������ϵ�yʾ��D��̓����ʾ����^����
�����ɲ������·�������Q�濾���g�͜رß�ؓ�d�Ć��}���ں濾���g��ˮ��s�o���l�y�·���ϵ�y��(Ҋ�D1)�������ڵ͜ر��c�l�y֮�g��һֱ��Φ200���L150 mm ���^�ɹ�·��Ȼ����6.2 ����2���еķ�������������150 mm �L�^�ɹܵ����g���bһ��ݗ����壬��Y����D2��ʾ����������ɂ�ƽ�а��b��ͬһ�D�S�ϲ����6 mm �IJ��P䓱��塣�ں濾���g���D�ӓ��壬���g���^�ɹܵęM����e�p�ټs75%����D2 ��ʾ����ϵ�y�����������g�����������D90°�������ϲ�Ӱ푳��١��g���^�ɹܺ�̎��“�_”λ�õĿ��D�ӓ���Ĵ��ڣ������e���L�ҳ��كH�p��10%~20%���@�c�ʂ��ҵ͜ر�B �ϵē�������ͳ���1/2~2/3 ����^�������ģ��c������������x��������^Ҳ�������ġ�
����ԓ�����ÿһ�K�嶼��һ����������һ����������棬�уɂ������ͬ���泯ͬһ�����b�����ܓ���Ĺ�����߀�ǟo����泯��濾�^�����濾�ض�������200��r�����������ض�Ӌ���@ʾ���ڶ����͜ذ�Ĝضȶ��]���������ù������泯��濾�^���a��ݗ���ķ��䡣�ßo��ɱ��泯��濾�^���mȻԓ�匢���ո���������߀��һС���֟���ݗ�䵽�͜ر��ϡ���ˣ�����ı���❍���Dz���Ҫ�ġ��������_215��濾�ض�̎���^�쵽�͜رõڶ����͜ذ�Ĝض�������������200��濾�����sϵ�y�У������������x�����_���D�ӓ��壬���e���L�Һ����@��1×10- 8 Pa �ĉ������������_���o��������A���M�ж��γ�ջ��߃�����Һ����s�������o����⣬�ɂ������ȵĉ��������_��5×10- 9 Pa��
1.�͓���2.�D���b��3.픓���
�����D2 ¶���濾��λ�п��D�ӓ����150 mm �L��ֱ��Φ200 mm�^�ɹܵ���ҕ�D�������ɰ��b��ͬһ�D�S�ϵăɂ�ƽ�а�M�ɡ���ϵ�y�����������g�������������D90°��