偠tѭ�hˮ�ÙCе�ܷ�й©ԭ�����������
���������˼״��b��偠tѭ�hˮ�ÙCе�ܷ�й©ԭ��������Ќ����еĸ��췽����ȡ�������õ�Ч����
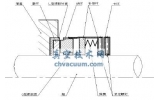
�����¹����﹫˾�״��S偠tѭ�hˮ��P-200�Ǽ״��b�õ��P�I�O�䣬��Ҫ�Г��D���o�����V-201�cһ�Πt����U偱P��֮�g偠tˮѭ�h���΄ա�������������1��
��1 偠tѭ�hˮ�û�������

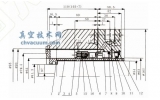
����ԓ����̖��CHZE200-250���Cе�ܷ���̖��C8BKC55(������ʽƽ���͆ζ���Cе�ܷ�)���Cе�ܷ�ě_ϴ��ʽ�鎧���g��s���������ԛ_ϴ(���g��s�����Ĺ̶̹ܳ��ܰ�ʽ�Q����)����s��ʽ��ѭ�hˮ(Ӳˮ)���䣬��D1��ʾ��
�D1
1�����ڵĆ��}
�����״��b�������a�\���У�P-200�ÙCе�ܷ��ΰl��й©��2010�꣬�״��b���\����8���£����g���l���C��й©�¹�5�Σ����b�õ�ƽ���\������^�����{��
�����Cе�ܷ�p�ĕr���ߜظ߉����|���o�h���w���S������һ�������Ӱ��˱õ���ˮ�����ƉĹ�ˇ�����ķ�����;��һ���棬���ڇ������Ǹߜؽ��|���װl���ˆT�C���¹ʡ����⣬�Cе�ܷ�S�������^���ҙCе�ܷ��Ǹ߉����bʽ�ܷ⣬�r���^�ߡ�
2��й©ԭ�����
�������Cе�ܷ���z��l�F�S�ױ��漰���o�h�ȱ��沼�Mˮ�����ӭh����������ֹ�˄ӭh���S���\�ӣ��o�����F�ӭh���S����a�����á��@����əCе�ܷ�й©��ֱ��ԭ��ѭ�hˮ(��ˮ)�ض��^�ߕr�����������е��x�Ӱl�����»��W������
����Ca(HCO3)2=CaCO3↓+CO2↑+H2O
����Mg(HCO3)2=MgCO3↓+CO2↑+H2O
����MgCO3 + H2O=Mg(OH)2↓ +CO2↑
������ˮ�п��ܵ�Ca(HCO3)2��Mg(HCO3)2�ڼӟ���80�����ҕr���_ʼ����CaCO3�� Mg(OH)2�������γ�ˮ����
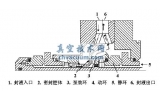
����P-200�ÙCе�ܷ����s�����ɲ��֣�һ���������_ϴ�����|ͨ�^���g��s����ֱ����s�ܷ�ǻ����һ������ѭ�hˮ��s�o�h�������䣬���g��؎��߄��o�h�a����ĥ����(Ҋ�D2)��
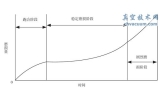
���������鱳���ѭ�hˮ�ض����ߵ�һ���ض�(��80������)�r�����ڙCе�ܷ��g϶��λ�a��ˮ��(��Ҫ�ɷ֞麬�}�Ļ�����)��ˮ��𤸽�ڙC�⏗�ɵĪMС�g϶�в�����e�棬������ʧȥ���ԣ�ʹ�C���ʧ���Ԅ��a�����������ʧЧ���Y�ɉK���ˮ��Ó���M�뵽�ܷ���棬߀���ӄ��ܷ�����ĥ�p�����͙Cе�ܷ��ʹ�É�����ˮ���w����ʹ�Cе�ܷ���F��ĥ�p�����o���ܷ�Ȧ�c�S��֮�g�γɜϺۣ�Ӱ푙Cе�ܷ���S�ԣ�ʹ�Cе�ܷ�ʧЧ[1]�����_ʼ���F�Y���F��r��ѭ�hˮ�������ٶȕ��S��ˮ�����������u���ͣ���ɶ���Ħ���a���ğ����ͽ��|�ğ������ܼ��r���ߣ���ˮ��������ǻ�w�ȵ�ѭ�hˮ�ضȿ������ߡ����^�̵ĕr�g�Ⱦ͕���ɶ���ĥ�p���ܷ�Ȧй©������Ԫ��ʧ���������ܷ�ʧЧ��
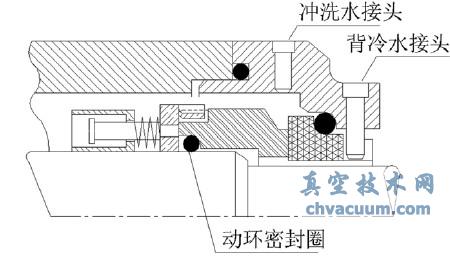
�D2
�����״��S��ѭ�hˮ�b�Ì�ѭ�hˮ�M����һ�����蹸̎�������ұ���ѭ�hˮ����ˮ�ض��� 30�棬���������a��ˮ����ֻ���ڼӟ���r�£����е��x�Ӳŕ��l�����W�������a��ˮ����
����������ܷ�ǻ��ѭ�hˮ�ض����ߵ�ԭ���M���˷�����P-200�Cе�ܷ�Ąӭh����Ⓕ�Ӳ�|�Ͻ����� ���o�h�ɽ��Rʯī���ɣ����߶��ǟ�������w������ѭ�hˮֱ���c���o�h�ȏ�������|����˄��o�h�ȏ�����Ĝضȣ������ஔ���ܷ�ǻ�Ĝضȡ����P-200�����P�Y�ϣ��_��P-200�C������_ϴˮ�nj��ó���245�桢4.0MPa��偠tѭ�hˮ�����g��s����s��110����رÙC�����_ϴ��s�ܷ��档���y�õě_ϴ�ܾ��M�ܷ�ǻ֮ǰ�ĜضȞ�130�棬���OӋֵ�߳�20�棬���ܷ�ǻ�Ȳ��ضȸ��_150�����ϡ��ɴ��Д࣬�Cе�ܷ�p�ĵĸ���ԭ���������ܷ�ǻ�ض��^���������@�N��r�£�ѭ�hˮ���_�ܷ�ǻ��Ѹ�ٰl�����W���������������е��}�V�x��ȫ����ˮ����ʽ�����ڙCе�ܷ�Ⱥ��S�ױ����ϣ���əCе�ܷ�ēp�ġ���ˣ�ֻҪ�o�ܷ�ǻ�����s���ټ���ѭ�hˮ�b�õ��蹸��ʩ��ѭ�hˮ������������ʹ���е��x�Ӱl������������CaCO3��Mg(OH)2���@��Ҫ�����g��s����������s������
�������_ϴ�ܾ��M�ܷ�ǻ֮ǰ�Ĝض����_130�棬�f�����g�Q�����ēQ��Ч���Ѳ����Ԍ��_ϴˮ�M�г����s���ڌ����g��s���M�н��w�z���аl�F���ړQ�����ϣ����д���ˮ��������Ӱ푓Q��Ч�����@����ɛ_ϴ���ض��^�ߵ�ֱ��ԭ���⣬P200���g��s����2003��Ͷ���\���ԁ����\���й�����ΰl��й©����ɸ߉�偠tѭ�hˮ�Z��0.3MPaѭ�hˮ�У��l��ˮ���F��Ӱ푙C��_ϴЧ��������ԓ�_���g��s���ęz��ԇ���^����s����������ؙz�ޣ�Ӱ����������a��
3�����췽��
������ֹ����ѭ�hˮ�a��ˮ������εķ����nj�����ѭ�hˮ(��ˮ)�Ğ�Ó�}ˮ(ܛˮ)�������]��P-200�Č��H��r��������ѭ�hˮ�Ğ�Ó�}ˮ�����С���Ҫԭ��һ�Ǹ����Ժ��mȻ�ܱ����ܷ�ǻ�ȵĽY�������������g�Q�����ēQ��Ч���^��ܷ�ǻ�ĜضȲ��]�н��ͣ��^�ߵĜضȌ��Cе�ܷ�������ēp���Ժܴ��C����L���\�D������ʮ�ֿɿ�;�������ڙCе�ܷⱳ��ˮֱ���ŷ����σȣ����ʹ��ܛˮ���r���^�ߣ������ŷ����M���أ����b�õĹ��ܽ��IJ�����
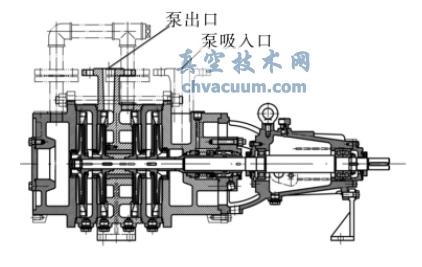
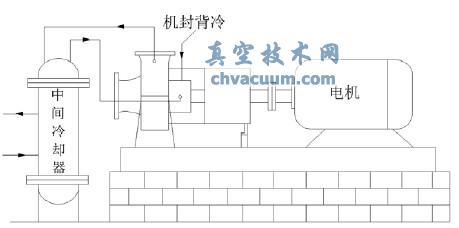
����������Փ�C���Q���������¸��췽������P-200�_ϴˮ���g��s����������o�������ˮ��P-201���ڿ��ܽӹܾ�����5.0MPa��104���偠t�oˮ����P200�C��_ϴˮ��ڹܾ�����sP-200�Cе�ܷ⡣�����ě_ϴˮ������D3��ʾ��
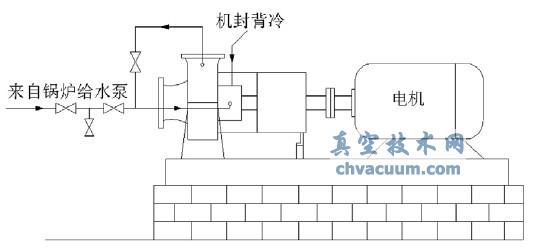
�D3
����P-201���ڞ���Գ�������Ó�}ˮ��P-200�������ԛ_ϴˮ��偠tˮ��Ó�}ˮˮ�|�^偠tˮˮ�|Ҫ�坍�ö࣬��P-201����Ó�}ˮ����P-200�ęCе�ܷ�_ϴˮ���ܜp�ٙCе�ܷ��ĥ�p��ͬ�r��P-200�Cе�ܷ�_ϴˮ���OӋ�ضȞ�110�棬P-201����ˮ�ĜضȞ�104�棬�����g�ضȱ��^�ӽ����������C����ɓp�ģ�����ݔ�ͽ��|偠tѭ�hˮҲ�oӰ푡����⣬�b���_���r��P-201��P-200���\�У��@�ͱ��C��P-200�\�Еr��Cе�ܷ�_ϴˮ���B�m�ԡ�
����ԓ���췽�����L�U���ڣ�
����(1)P-201����ˮ�oP200����_ϴˮ��s�Cе�ܷ⣬��P201�l������ͣ�C�������P-200�Cе�ܷ�_ϴˮ�Д࣬�p�ęCе�ܷ⣬����ʹ��l������й©�����Q�@һ���}����P-200�_ϴˮ�ܾ����y�T���ƺ����Cе�ܷ�_ϴˮ���(��D3)���@���ھo����r�£��Կ�Ͷ��P-200���ԛ_ϴˮ�����C�Cе�ܷ�ě_ϴˮ���Д࣬���o�Cе�ܷ⡣��Ȼ�����ڴ˕rȱ�������g��s�����_ϴˮ�Ĝض��^�ߣ����Cе�ܷ�������Ԍ���ɓp�������̕r�g�\�в����І��}�����ң��@�N��rͨ�������l�������״��b��һ�������_P-201�ã�һ���\�бðl�����ϣ����Լ��r���ӂ��ñá�
����(2)P-201���ډ���5.0MPa��P-200���ԛ_ϴˮ������4.0MPa������_ϴˮ���^����əCе�ܷ�_ϴ�����^���Cе�ܷ�_ˢ���أ��p�ęCе�ܷ⣬����й©����ֻҪ���ƺÛ_ϴˮ���ϵăɂ��y�T�_�ȣ���ֹ�_���^���@���L�U��ȫ���Ա��⡣
4��������
����2011��3�°����������������_���M�и���֮��P-200���_��һֱ�����\�С���ֹ��2012��5�£��۳��״��b��ͣ�\�Ă��r�g��P-200���_����Ӌ�\�Еr�g�քe�_��3600С�r��4300С�r���ϣ��]�аl����Y������Cе�ܷ�p�ĵ���r���c����ǰ��ȣ���ʡ�˴�������������ͬ�r߀�������b��ͣ�a���L�U����״��S�L����ƽ����ȫ�\���ṩ�������ı��ϡ�