�Cе�ܷ����Ħ�����ԅ�������yԇ���g
���������˱����Cе�ܷ�����Ħ�����Եij������܅���, ��B�˶���Ħ��Ť�ء�����ĥ�p��������ضȡ��������wĤ�������wĤ���Ĝyԇ���g, ̽ӑ�˳��Üyԇ�����ă�ȱ�c���y�c��ָ���������yԇ�^�����ⲿ�^��ĸɔ_��̖����ߜyԇ���ȺͿɿ��Ե��P�I, �����ڂ��м��g��Ӌ��C�����ɼ��c̎���ǙCе�ܷ����Ħ�����ԅ����yԇ���g�İlչڅ�ݡ�
�����Cе�ܷ����Ħ�������L���ԁ����ǙCе�ܷ��о��ˆT����P�ĵĆ��}֮һ, ������ǛQ���Cе�ܷ���������ܷ����ܺÉĵ��P�I���ء������, �Cе�ܷ�Ķ���Ħ�������о��mȻ��ȡ���˺ܴ���Mչ, �������ܷ�Y�����rǧ���f�e, ������δ�γ���������Փ�wϵ, �W�g�猦�ܷ�Ħ���C�Ƶķ�������߀�ܲ�һ�¡��Cе�ܷ����Ħ������ԇ��о��oՓ���ܷ���Փ�wϵ�Ľ���, ���nj�ָ���aƷ���OӋ���z��ʹ�þ�ʮ�ֱ�Ҫ, ������Ħ�����ԅ����Ĝyԇ�t��ԇ��е��P�I���g��
1�������Cе�ܷ����Ħ�����Եij������܅���
�����c�Cе�ܷ����Ħ������ֱ�����P�����܅�����Ҫ��������Ħ��Ť�ء�����ĥ�p��������ضȡ��������wĤ��Ĥ����
1.1������Ħ��Ť��
��������Ħ��Ť����Ӱ푙Cе�ܷ�����ܵ���Ҫ����, �Q�����Cе�ܷ��\�D�r��Ħ�����ġ�����ĥ�p����Ħ���l�����Լ�����ضȵȹ����������S���Cе�ܷ⼼�g�IJ���lչ, �Cе�ܷ��ʹ����Խ��Խ��,��ߙCе�ܷ���ܷ����ܺ�������, һֱ���˂������Pע�Ć��}������Ħ��Ť�ط�ӳ�˙Cе�ܷ�����r, ����Ħ��Ť�ش�, ĥ�p��������, ���������s�̡�����Ħ��Ť�صĜyԇ�c����, �����C�Cе�ܷ����ܺ����Lʹ�É���, ����ʮ����Ҫ�ĬF�����x��
1.2������ĥ�p��
����ĥ�p����ָ�Cе�ܷ��\�Dһ���r�g��, �ܷ�������S���L���ϵ�ĥ�pֵ���Cе�ܷ�Ħ���������ĥ�p���\�D�^���аl��Ħ���ı�Ȼ�Y��, Ҳ�ǙCе�ܷ����ҪʧЧ��ʽ, ���, ����ĥ�p��Ӱ푙Cе�ܷ�����������������Ҫ���ء��Cе�ܷ����Ҫ�lչ����֮һ����Ҫ��й©�����S�ķ����ȿ���ĥ�p, ʹ�����_����Ѡ�B���о��Cе�ܷ�ĥ�pҎ��, ���ڙCе�ܷ�Y�������OӋ�����r�l������, �����u�r�x���Լ����ʹ�����ܵȶ�����Ҫ���x��
1.3������ض�
�����Cе�ܷ����\�D�^����, �����ڶ���Ħ�������DԪ���Ĕ���a������, ʹĦ����������Ԫ���Ĝض�����, ��֮��ˇʹ�×l���Мض��е��^��, �@�͎������S�����}������Ħ��������ض����ߵ�һ���̶�, �͕����F�ܷ����g�ܷ���|����, �ܷ�h��׃��, ��ĥ�p�������ڜض�׃�������_���͟��ѡ�
�����鱣�C�Cе�ܷ��L�ڷ����ɿ��\��, ��������ܷ����Ĝضȼ���ֲ�, �Ķ���ȡ��Ч�Ŀ��ƴ�ʩ��
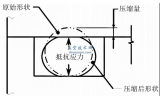
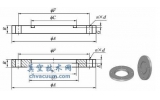
1.4���������wĤ��
�����Cе�ܷ�������wĤ�������Ħ������Ħ����B, ֱ��Ӱ����Cе�ܷ�Ķ���й©�ʺ�ĥ�p��, Ҳ�Ǵ_������Ħ�������һ����Ҫ���������͵ęCе�ܷ�Ķ���ҺĤ�����0.3 ��3 μm�r, �ɚ��ܷ�Ķ����Ĥ�����3��5μm�r, ���ܱ������õ��ܷ�, й©����, �������^�L�Ĺ�������, ĥ�p��С��ͨ�^�y���������wĤ�������C��ՓӋ��Y��,���Դ_���ܷ����Ħ����B�����cй©��ĥ�p֮�g���Pϵ, ͨ�^Ĥ��y��߀���Ԍ��r�O���ܷ�Ĺ�����r��
1.5���������wĤ��
���������|ʽ�Cе�ܷ����, ����Ĥ�����H����ҺĤ���d�����Ĵ�С, ���қQ�����ܷ����Ħ����B�c�ܷ����ܡ�������Ĥ�����о�, ���Mһ���J�R�Cе�ܷ�Ķ���Ħ�����ԡ�
2���Cе�ܷ����Ħ�����ԅ����Ĝyԇ���g
2.1������Ħ��Ť�صĜyԇ���g
�����Cе�ܷ����Ħ��Ť�صĜyԇ���gĿǰ��Ҫ��֧�������͂��f����
����֧�������Ǹ��������Cе��Ť�����������a����֧��������׃����y��Ħ��Ť�صġ��䃞�c�Dz������D�����oֹ������̖��ݔ���}, ���Ҵ_��֧�����������ķ������㡢����ʩ��E Mayer�����H�Ȳ���֧���������Cе�ܷ����Ħ��Ť���M���˜y�����ڿ��D���ܷ�ǻ���O�Üy���U, ��ʹ֮����������������, �ɴ˜y��Ť�ء�����, �ܷ�ǻ���D֧�е�Ħ����Ӱ표yԇ����, ���Ԍ����D֧��Ҫ��O��, ���H�����˚��w�o���S�С�
�������f���Ǹ�������Ԫ���ڂ��fŤ�ؕr���a�������텢����׃����y��Ť�صġ����Â��f���y��Ť�صăx��С���p��, Ť����������ֱ�Ӵ��ӵ�����ϵ�y��, ���o횸�׃�Cеϵ�y�Y����J A Silvaggo�����i�ơ��w��혵���늄әC�c�ܷ����S֮�g���bŤ������, �y���D�SŤ��, �����y�õ�Ť�pȥ���d�\�Еr���S�е�Ħ��Ť�غ����D���ڽ��|�еĔ���Ť��, �����ÙCе�ܷ����Ħ��Ť�ء���ԓ��������ֱ��, �������������\�Еr�c���d�\�Еr�Ĺ��r������ͬ, ��ʹ�Y�����ܳ��F�^���ƫ��, �ʴ_���^�y���C��
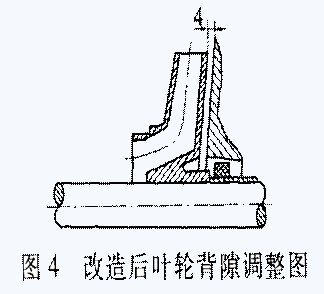
�������_�y�����ۙCе�ܷ����Ħ��Ť��, �����ڙCе�ܷ����������ߺ�й©�ʵĿ��ơ�Ȼ�����������r, �Cе�ܷ����Ħ��Ť���^С, ������ݔ�����^С, �e�Ǹ߅���(���D�١��߉������ߜ�) ��,�Cе�ܷ����Ħ��Ť����̖�������y���^����������̖�����Ǹɔ_���͛]��������H���r��, �y��ͨ�^�D���ܷ�ǻ����늄әC�c�ܷ����S֮�g���bŤ��������yԇ�Cе�ܷ����Ħ��Ť�ء�����_��Ҫ�Ĺ��O�估�S��Ħ��Ť�،��Cе�ܷ����Ħ��Ť�y����Ӱ�, �OҊ�������o�h֮���O����Ť������, ����˜y�����ȡ�
2.2������ĥ�p���Ĝyԇ���g
�����Cе�ܷ�aƷ��ʽԇ���ͨ�������ܷ�hԇ�ǰ����L��֮���y������ĥ�p��, Ҳ�ɲ����ܷ�hԇ�ǰ�������֮��Q���ĥ�p�����L�Ȝy���xһ���x��ǧ�ֳ�, Ҳ�ɲ��ù�W�y�L�x�����ĥ�p����С, �����ñ���݆���x(̩�Ճx) ��yĦ�������h�����ĥ�p��������խ�h����, ����ĥ�p��ԭ���Ļ����Ѳ��ʹ���, ��������“���^��”��y��(�ù�W�y�L�x���KҎ�cխ�hԇ�ǰ��ĸ߶��M�б��^) ,������“���۷�”��y��, ���ڲ�Ӱ����ܵ�ǰ����, ��խ�h���������������2��4�l�ܜ\�Ą���,һ���5��10μm, ��̩�Ճx�y��ԇ�ǰ��Ą������, ��ɜy������ĥ�p��
�������ڲ��ò�ж�ܷ�Ħ�����y����Ӌĥ�p���ķ���, ���Ɖ�Ħ������Ħ������Ϡ�B, ʹ׃���rĥ�p���Ĝyԇ�a���^����`����, ����жĦ�����������B�m�ӑB�yԇĥ�p�������о��Cе�ܷ�ĥ�p�^�̵����뷽�������c���ڙCе�ܷ����ĥ�pԇ��в��������ĥ�p�yԇ��, �ڲ���жĦ��������r�yԇ�˲�ͬ���r��̼ʯī�h��ĥ�p׃��������yԇԭ�������ܷ�hĦ��������Ƕ�������һ���ėl�α����Ƭ�����Խ^��, Ħ���������r, ���Ƭ�cĦ������һ��ĥ�p, ���Ƭ����e��ĥ�p���pС, �������ֵ���ӡ��y�����׃��ֵ���������ܷ�����ĥ�p����