�y�T늄�(d��ng)�b���U������(d��ng)�|(zh��)���о�
����ᘌ�(du��)�y�T늄�(d��ng)�b���U������(d��ng)Ч�ʵ͵Ć�(w��n)�}��������Ӱ�݆�U����(d��ng)�|(zh��)������Ҫԭ��B��݆�X�懧�υ^(q��)�������������������ч��ψD����“�˹��ͺ�”�������O(sh��)Ӌ(j��)�΅���(sh��)�����_ʹ�Ý�(r��n)����ʽ�ͿƌW(xu��)�x��݆�U���䌦(du��)���ϵȷ�������y�T늄�(d��ng)�b���U���Ă���(d��ng)�|(zh��)����
һ��ǰ��
�����y�T늄�(d��ng)�b�õ�������(d��ng)�C(j��)��(g��u)һ����X݆p�ٙC(j��)��(g��u)���U����߂����(d��ng)�ȴ��d������(qi��ng)���Y(ji��)��(g��u)�o��������ƽ��(w��n)�����^�͵ȃ�(y��u)�c(di��n)�����y�T늄�(d��ng)�b���ϵõ��V����(y��ng)�á����⣬��(d��ng)�U������С�ڮ�(d��ng)��Ħ���Ǖr(sh��)���U���������i�ԣ��܌�(sh��)�F(xi��n)��(du��)�y�T�����i���ܡ�
�����c��(gu��)�H�����y�T늄�(d��ng)�b�ÏS��(���(gu��)Auma��Ӣ��(gu��)Rotork������(gu��)Limitork��)��ȣ�Ŀǰ��(gu��)��(n��i)�����(sh��)�S�ҵ��O(sh��)Ӌ(j��)������ˮƽ����(du��)����y�T늄�(d��ng)�b���е��U������(d��ng)�|(zh��)������(du��)�^�ͬ����(d��ng)����r����(d��ng)Ч��Ҫ��5%��15%����(d��o)��(gu��)��(n��i)�y�T늄�(d��ng)�b�õ��w�eƫ��늄�(d��ng)�C(j��)����ƫ�ߣ���(y��n)��Ӱ��ˇ�(gu��)��(n��i)�a(ch��n)Ʒ���Ј�(ch��ng)��(j��ng)��(zh��ng)����
������c����
����1. Ӱ푂���(d��ng)�|(zh��)����ԭ��
�����A���U����(d��ng)�|(zh��)���ľC��ָ��(bi��o)�dz��d����(��ʹ�É���)�͂���(d��ng)Ч�ʡ��U����(d��ng)��ҪʧЧ��ʽ���͵Ĝ����^(gu��)���ɴ˶�����ĸ��N݆����ʧЧ����(sh��)�`�C����Ӱ��͵Ĝ����^(gu��)�ߵ���Ҫ�����ǹ�ܗ�X���g���|��(y��ng)����С��Ħ����(sh��)�Ĵ�С������Ħ����(sh��)��С������(d��o)���á����⣬��ռ��g(sh��)�W(w��ng)(http://smsksx.com/)�J(r��n)���U���Ă���(d��ng)�|(zh��)����һ���̶���߀�ܵ��d�����|(zh��)�������䌦(du��)����̎������(r��n)���ͼ���(r��n)����ʽ��Ӱ푡�
����2. ݆�X�懧�υ^(q��)��������
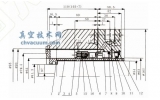
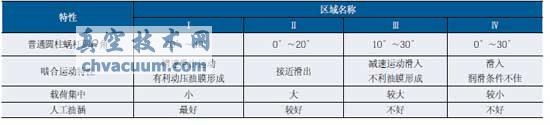
����݆���U����(d��ng)�е��דp�����о�݆���υ^(q��)��ć��������Ƿdz���Ҫ�ġ�����(j��)݆�U���ϕr(sh��)���|λ�÷ֲ���r��݆�X�愝�֞���D1��ʾ��4��(g��)�^(q��)��^(q��)�釧����(c��)�^(q��);��^(q��)������?y��n)^(q��);��^(q��)�釧���(c��)�^(q��);��^(q��)�鹝(ji��)�������^(q��)�������υ^(q��)�ć�������Ҋ(ji��n)��1��
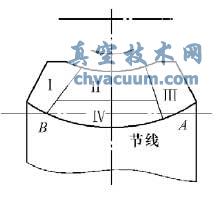
�D1 ���υ^(q��)��ʾ��
��1 ݆���υ^(q��)��������

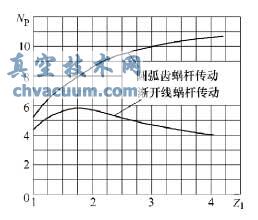
������߂���(d��ng)�|(zh��)���ķ�����;��
����1. ��ч��ψD��
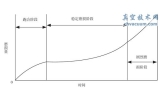
��������(j��)��1������֪����^(q��)�����������ã��O(sh��)Ӌ(j��)������r(sh��)��(y��ng)������á���ˣ�������ɷN��ч��Ϸ�ʽ(Ҋ(ji��n)�D2)��

�D2 ��ч��Ϸ�ʽ
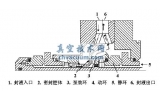
����(1)��ч��Ϸ�ʽa �˷N�����ć��υ^(q��)λ�ڢ�^(q��)ƫ�X�̎��ռ����(g��)���υ^(q��)��25%��30%�����c(di��n)���ڢ��γ�“�˹��ͺ�”�� �ɱ��_(k��i)“Σ�U(xi��n)�^(q��)”�� �p���d�ɼ��С���(sh��)�F(xi��n)�˷����ЃɷN;����
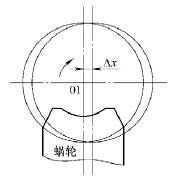
����1)�{(di��o)��݆�S��λ�ã���(d��ng)�U������һ�Εr(sh��)�g����Ҫ���{(di��o)��;ע����d���ϰ��c(di��n)Ҫ������Ƅ�(d��ng);��ڂ�(c��)�γ��ͺ�(Ҋ(ji��n)�D3)��
�D3 �{(di��o)��݆��ʾ��
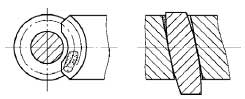
����2 ) �Ƅ�(d��ng)����λ�ã��Ì�(du��)ż���ɷ��ӹ�݆���ٰ��Dʾ�����Ƅ�(d��ng)���ߣ������̎���ٶ���ȥһ�KΔx=0.3��0.6mm����ʹ���̎�γ�“�˹��ͺ�”(Ҋ(ji��n)�D4)��(�m(x��))
�D4 �Ƅ�(d��ng)����λ�÷�ʾ��
����(2)��ч��Ϸ�ʽb �˕r(sh��)���υ^(q��)λ��݆�X�ռ����(g��)���υ^(q��)��30%��40%, ���c(di��n)���ڢ��γ�“�˹��ͺ�”, ���_(k��i)�˴�“Σ�U(xi��n)�^(q��)”����Ҫ���c(di��n)�g“���^(q��)”����(d��ng)����(r��n)���l�����á�
������(sh��)�F(xi��n)��ч��Ϸ�ʽb�ķ�����ͨ�^(gu��)�����X�ν�(Ҋ(ji��n)�D5)��(l��i)��(sh��)�F(xi��n)���U�X�νǞ�α ���L���X�νǞ�α 0��ȡα 0=α -Δα 0���@�ӿ���݆�X������ȥһ�ӽ��٣��X�����ȥһ�ӽ����Ԍ�(sh��)�F(xi��n)“���”���Ϸ�ʽb��
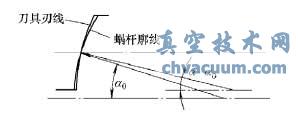
�D5 �����X�ν�ʾ��
����2. �����O(sh��)Ӌ(j��)�΅���(sh��)
������(du��)�A���U����(d��ng)�|(zh��)�������@Ӱ푵Ď΅���(sh��)��׃λϵ��(sh��)���U�^��(sh��)��
����(1)׃λϵ��(sh��)���x�� ���˸��ƈA���U����(d��ng)�ć������Լ���߂���(d��ng)�|(zh��)������(d��ng)���U����(d��ng)����Ï���׃λ������׃λϵ��(sh��)X2���x��Ҫ��݆݆�X�ĸ��к��X�׃���������ơ�����(gu��)E.I.Radzimovsy���ˣ���(du��)�X݆����(d��ng)��Ħ����(sh��)�M(j��n)�����о���ָ����“�u��”��“�u�h(yu��n)”���ϲ��ֵ�ƽ��Ħ����(sh��)�քe��f��=0.11��f�h(yu��n)=0.05�����ʹ�U����λ�ýӽ����U�ĸ���(��ؓ(f��)׃λ)�����U(ku��)��“�u�h(yu��n)����”�ķ������s��“�u����”�ķ������˕r(sh��)Ω���^��Ҳ��������Ĥ�γɡ�
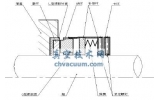
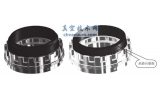
����(2)�����x���U�^��(sh��) ��(d��ng)����(d��ng)�ȡ����ľ�o���r(sh��)����׃�U�^��(sh��)��ȻҪ��׃�Uģ��(sh��)��݆�X��(sh��)����(j��ng)�����U���ö��^��(sh��)�����X��(sh��)����ֱ��d1�����õ��O(sh��)Ӌ(j��)�������e��(du��)�ڈA���X�U����(d��ng)���������@(Ҋ(ji��n)�D6)��
�D6 �ɷN��ʽ�ݗU����(d��ng)����
����3. ���_�x��(r��n)����ʽ
�����U݆����(d��ng)�r(sh��)����(d��ng)�ٶȴl(f��)�����ߣ����ڰl(f��)��ĥ��ĥ�p���z�ϵ�ʧЧ��ʽ����(r��n)����ʽ��(du��)�����(d��ng)�|(zh��)��Ӱ��^���x�Ý�(r��n)����ʽ�r(sh��)���ɸ���(j��)����(du��)�ٶȡ����ľࡢ�����l�����d�����|(zh��)���U�����ϵ��M(j��n)���x��Ҋ(ji��n)��2�������ͳ؝�(r��n)���r(sh��)�������U������ʽ�����������һ��(g��)�X�ߵ��U���ľ��ķ�����(n��i)׃�����ٶȸߣ����摪(y��ng)ԓ��Щ����t���͓pʧ����һ����r�£������Դ�Щ��ã��@��ʹ�������������ĥм����sɢ�ᡣ
��2 ����(j��)����(du��)�ٶ��x��(r��n)����

�����ƌW(xu��)�x����Ϻ�ˇ
����1. ݆���U�IJ����x��
�����U���ϑ�(y��ng)�x��Ӳ�ȸߡ����ԺõIJ��ϣ�ͬ�r(sh��)ҲҪ�������õ�������ĥ����ˇ���ܡ�݆�tҪ�x����ĥ�͜pĥ���ܺõIJ��ϡ�݆���U���ò���Ҋ(ji��n)��3��
��3 ݆���U�����䌦(du��)����

����2. ݆���U���õğ�̎����ˇ
����݆���϶���ܛ�X�棬���õ���̎����ˇ���ػ�̎�����r(sh��)Ч̎�����U��̎����ˇҪ����(j��)�X��Ӳ�ȡ�����ֲڶȡ�׃�δ�С��Ҫ���(l��i)�x���ß�̎����ˇ���{(di��o)�|(zh��)��������B̼���B��̎���ȡ���̎������Ӳ�ӵĺ�ȼ���ֲ�ʮ����Ҫ��һ���U픲�Ӳ�ӿɱ�Щ�������X��Ӳ��Ҫ��Щ������Ҫ��(sh��)�F(xi��n)݆�X�IJ����������õ��g�ԡ�
����3. ��(y��ng)��(sh��)��
�����ԓP(y��ng)������O(sh��)������S2SA3ϵ����ij��̖(h��o)�y�T늄�(d��ng)�b�Þ��������]�y�T늄�(d��ng)�b�õĹ��r���c(di��n)��ʹ�É�����Ҫ��ԓ�a(ch��n)Ʒ���U����Z K�ͣ��U׃λϵ��(sh��)��-0.32���U���Ϟ�45��{(di��o)�|(zh��)���X���B̼̎����݆����ZCuAl9Fe4Ni4MN2���U�X������ĥ������ɰ݆ĥ����݆�錣�õ��ߝL�X�ӹ������C(j��)�Y(ji��)��(g��u)���]ʽ���w���b����(du��)�Q�S��֧�Σ����Ú���H220ϡ�͝�(r��n)�����C(j��)еĥ�p����ԇ�(y��n)����(Ҋ(ji��n)�D7)���_(k��i)�P(gu��n)���y�T늄�(d��ng)�b�É����M����10 000���_(k��i)�P(gu��n)ѭ�h(hu��n)(ע��ȫ�г�һ�_(k��i)һ�P(gu��n)��һ���_(k��i)�P(gu��n)ѭ�h(hu��n))���{(di��o)��(ji��)���y�T늄�(d��ng)�b�É����M����200 000���{(di��o)��(ji��)��(d��ng)�����ИI(y��)��(bi��o)��(zh��n)Ҫ��ԓ�U�����O(sh��)Ӌ(j��)�����칤ˇ�ɿ��ر��C���y�T늄�(d��ng)�b�õ�ʹ�ù��r�͉���Ҫ��

�D7 ����ԇ�(y��n)����U��