�ݗU���s�C�о��F���c���c
���������˽�����ݗU���s�C���о��F�Ԕ���U����Ӱ��ݗU���s�C���ܵĎׂ��P�I���}���о��������ݗU���s�C���ܵ��Mһ����ߣ���Ҫ�����;��OӋ�c�D�ӎΡ������^�̡��ӹ�����ȷ��������о���
1��ǰ��
�������M���켼�g�İlչ�Լ��S����Փ�͌��`�ϵ��о��ɹ��Ͱl�����첻��ؑ��������a���H,ʹ�ݗU���s�C�����䡢���{���՚�������I���еõ���Ѹ�ٰlչ����ռ��g�W(http://smsksx.com/)�v�[��ʮ������ݗU���s�C���о��īI�����@����ݗU���s�C�����ܣ���Ҫ���о������У�(1) �;��κ��D�ӎΣ�(2) �g϶�����wй©���͵�Ӱ푣�(3) �����W( й©�����ᡢ�͚�Q��Ĕ��Wģ�ͣ��Ś������) �^�̵��о���(4) ����Ӌ���c�о������a���H�еĆ��}�о���(5) �D������c�����D����ײ����Һ�ݗU�C�о��ȡ�
2���;����c�D�ӎ�
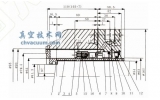
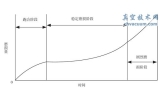
�����ݗU���s�C�Y�����Σ�����IJ�����һ������ϵ��D�ӣ��D�ӵĶ����;��ںܴ�̶��ϛQ�����ݗU���s�C�����ܣ��ݗU���s�C���ܵ�����ǰ��S��һ����һ���D���;��ijɹ��_�l�͑��ö��l���ġ��D�ӵĶ����;��ɇ���ԭ��Q������20 ���o30 ���Lysholm ��һ��ʹ���ˌ��Q�A���;��������̇Lԇ���S���;��������;���Ч����Ҫ�����ׂ����أ�(1) С�Ľ��|����(2) �⻬�������f����Ĥ�γ�������(3) �^�̵ć��Ͼ���(4) ����ݷeǻ��(5) ����Ч�����a�����@����;���Ч�ʣ��;����½��v�������lչ�v�̣�(1) ��һ���D���;��nj��Q�A���;���(2) 20 ���o60 ����Ժ��S�����ͼ��g�İlչ,�a������SRM- A �;�������ĵڶ����D���;����ڶ����D���;��Dz����Q�;���й©��������e���pС��ʹ�ݗU�C���ܴ����ߣ�(3) 20 ���o80 ����Ժ�Ӌ��C���g�đ����Ƅ����ݗU�;����о������;��о�����Ҫ�ֶΣ��������D���;��кܶ�N����GHH �;��������;���SRM-D �;����Լ�������ͨ��W�����_�l��X31 �;���X32 �;����;���
�������;��Įa���c�ݗU����ԭ�����о�ϢϢ���P�������������i��Ԕ�����D�Ӷ����;����ɵĽ��۷��������Ŀ��Y���;��c�D�ӎ����Ե�Ӌ�㷽����Stosic N ���X݆�c�X�l�ć���ԭ�푪�����ݗU���s�C�Ķ����;��о��У��lչ��N ���;���Dmytro Zaytsev �t���Ç��Ͼ��c�����;��g���Pϵ���������Ͼ����ġ����ɶ����;����p�ݗU���s�C�X�g�ݷe�g��Ҫ��4 ��й©ͨ����(1) �D���g�Ľ��|����(2) �X��c���֮�g���g϶��(3) �Ś���棻(4) й©�����Ρ�й©���������ݗU���s�C�Ď��������������й©���ݷeЧ�ʺͽ^��Ч���Ъ��ص�Ӱ푡��ݗU���s�C��4 ��й©ͨ���У�й©�����ăɂ�ͨ���ǽ��|����й©�����Σ����Q��й©����С����Ҫ����——���|���L�Ⱥ�й©��������e�����D�Ӷ����;����D�ӎ΅����Q�����ʴ_��Ӌ����|���L�Ⱥ�й©��������e�ǜʴ_�u���D���;����ܵ�ǰ�ᣬ���^�����@�ֿ���ָ���҂��OӋ�����ܸ���Խ���D���;���
3���g϶�����wй©���͵�Ӱ�
�����p�ݗU���s�C�ğ����W������й©ͨ����Ӱ���鏊�ҡ��@Щй©ͨ�������ڹ����g϶����Ҫ�����OӋ���A���ģ��������əC�������Ď����ԛQ���ġ��ڸ�ʽ�ݗU�C�У��ݗU�D���g�]���������|�����������D���g���������g϶����ֹ�D�Ӹ��档�����ݗU���s�C���D�ӽ��|���g��һ����Ĥ����fؓ�d����Ĥ����S�r׃�����ݗU�D�ӵ��ܷ���t����������g϶�Ա��C�C���İ�ȫ�\�С�
�����g϶�OӋ�ǻ��D���s�C�е���Ҫ���}�����D���s�Cһ�����g϶���ܷ���w���g϶������С������ݷeЧ�ʣ�ͬ�r��������������g϶����ֹ�D�Ӹ��档��ˣ��g϶�OӋҲ����ߙC�����ܵ��P�I���ݗU���s�C��Ҫ�g϶���a������ȱ�ݺ����ؓ�ɹ����£����ڜضȺ͉��������׃�Σ���܇�g�b���C������B�g϶�c�����еĉ��s�C�ğ�B�g϶�@����ͬ���īI�о����D���c����g���H�g϶�µğ������ܡ�ؓ�d���������D�Ӻ��S��ƫб��ؓ�d�ض������D�Ӻ�ǻ�w׃��,�����@Щ�����ϵ��Ӱ��\���и�����λ��й©ͨ�����g϶��С�����B�������ܮa���@��Ӱ푡�
����������˾�����D�ӟᏗ��׃�εķ����Y��,��ꎡ���D���X���������ӹ��L�����a���OӋ���D������g϶�Ĵ_���M����̽ӑ���l�F�����a��Ӌ���c�^ȥ�����]�D�ӟ�׃�ε��OӋ�������,�\�D���D���g϶���Ԝp�ټs40% ~ 50%���әCԇ�������ډ��Ȟ�8 �r�����s�C�ݷeЧ�����30% ���^��Ч�����38% ���ʌ��ݗU���s�C�X�g�g϶���о������Mһ������ݗU�C���ܵ���Ҫ;�����īI���D���g�S���g϶���D���X�淨���ͶӰ�����D���g���g϶���õ����D���g�g϶�ĵȸ߾��ֲ�������ֻ��Ӌ���D��̎������λ�õ���r���īI�о��D���Sƫ�x����λ�õ���r�������g�����S���}���������ƽ���ϵĶ��S���}�M���о����M���о��D�ӵĸ��档�����g϶�c�ݗU�����;����X�g�g϶�@�÷������ӹ����ȡ��㲿��׃�ε��S���������P���g϶ֵ�Ĵ_����һ헏��s�����y�Ĺ�������Ŀǰ��ֹ��߀�]����ȫ��Q�@һ���}��
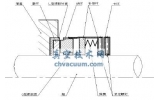
���������ݗU���s�C�����ϵ���Ҫ���C������ǻ�Ї�������ĝ����͡����������������롢�ܷ����s�����á������ݗU���s�CҪ�_�����õĉ��sǻ���ܷ⣬����ṩ����^���m���X�c�X�g������������������������ӳ��^�����ֵ�������_�����õ��ܷ�Ч�������Ǵ�������ͨ�͡���ύ�Q�������Ś�ضȣ�ʹ�μ����s�_���˸��ߵĉ����ȡ���������ͨ�^��-��Q�ᡢ��-���w�Q�ᡢ��-���w�Q�ᣬӰ푹���ǻ�Ț��w�ğ����^�̣����@һ�^��ʮ�֏��s�������҂����ܴ_��ǻ���͵ķֲ����ٶȵȠ�B������߀�]��һ��Ԕ�M����Փ�ϻ���ϵĽ�ጡ������䉺�s�C�У������������д��������䄩���ډ������͕r�����䄩��������ɢ�l�����������˹���ǻ�ȵĹ��|��ͬ�r���䄩��ɢ�l��Ҫ�����������ᣬ�Ķ�����ضȸ�׃��
��������ĝ�����һ���潵���˹���ǻ�Ȝض�,ʹ���s�^����Ȝ��^�̿������Ķ��p���˹��ģ���һ���棬�������������ճ�Լ������͔��蹦����ˣ�����һ����ч�����ʹ�úĹ����١���ͨ�^��߇��͉����폊���͵��F��Ч����ʹ���s�^�̱ƽ��Ȝ��^���ǵò���ʧ�ģ���释�ͺĹ��^��
3�������W�^�̵��о�
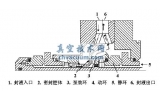
���������W�^�̵��о���Ҫ���@й©�����ᡢ�Ś�������������档�����ǻ��D���s�C�е���Ҫ���}���ڸ�ʽ�ݗU���s�C�У��Ȳ��ğ�������܌���������ǻ�����ܴ�ʹ�D���cǻ�w�a���^��ğ���Û׃�Σ�Ӱ푙C�������ܺͿɿ��ԣ���ˣ�������ˮ�����������|�����������������ݗU�C���У�����Ļ������c���|�g�a�����ҵğύ�Q��ʹ�Ś�ضȿ����ں����ķ����ȡ����ڇ����ˮ���ͻ�������s�����ݗU����ǻ�ȵ��\�Ӻͷֲ��Ƿdz����s�ģ������ݗU���s�C����ǻ�ȵĂ���Ӌ�����^����y�ȡ��ݗU�C����ǻ�ȵĂ�����Ҫ�֞��͡�ˮ�����䄩�c���w�g�ğύ�Q�������c��֮�g�Ľ��Q�������c���w�g�ğύ�Q�ׂ����֡�
���������c���|�g�ğύ�Q�и��N�㷨���еīI�J��Q�����c��Ԫ�ݷe�����ȣ��е��īI�J��Q�����c�Q����e�����ȡ������ݗU�D�ٺܸ�,�@���֓Q������^С��Ӌ��ģ�͵IJ�ͬ�����ϲ����������^�̮a�����@��Ӱ푣����������^�̮a������Ӱ푵����͡�ˮ�����䄩�c���w�g�ēQ�ᡣ���ڹ���ǻ�ȵ��\���^�ڏ��s���īI���͵��О麆�����͵��ڿ��g�е��w�У��͵εĔ�������С�����ڇ������F����ģ���M��Ӌ�㣻�īI�о��˲�ͬ�͵δ�С��r��Ӌ������Ś���͚�����ز�l�F�܉�õ������ĽY����Ҳ�в����^�麆�εķ�����Ӌ���͵��c��Ĥ�Ŀ���e���ĺ��^�Ƕ������Q���������ڇ�ˮ�����䄩����r���t��횿��]Һ�����w�����������l����r���Լ�����Һ�����l�����Һ���^�䡣
�����u�r���D���s�C���܃��ӵ���Ҫָ�����ݷeЧ�ʣ���й©��Ӱ푻��D���s�C�ݷeЧ�ʵ�����Ҫ���ء��ݗU���s�C�����g϶�����ܷ⣬����ǻ���ֺ��д����ĝ����ͣ�����й©ͨ���ж�N����й©ͨ�����L�ȡ���й©ͨ���ȵ��͚�ֲ��c���B�������S�r׃�������й©Ӌ���^����s��й©����Ӌ��ģ�Ϳɷ֞释��ģ�͡�ճ������ģ�͡�һԪ��Ħ���^�����ӡ����w��ֵӋ�㷽���ȡ���Ҫָ�����ǣ�й©ͨ���ȵ����ӏ��s����й©ͨ���ȵ����ӵ�����ٶ��ɮ������ٛQ�����@�N�F��Q�������F���ݗU���s�Cй©ͨ���ɷ֞�5 �l:ꎡ���D�ӽ��|�����D���X��c����g���ܷ⾀��й©�����Ρ�����˵Ķ����g϶���Ś�˵Ķ����g϶�����ڸ���ͨ���Ď��Π������B��e�ܴ���ˣ�������ͬй©ͨ���ľ��w�����l�������B�x�ò�ͬ��Ӌ��ģ���ǜʴ_Ӌ����P�I���ݗU�C�д������һ�����ĝ����ͣ���ˣ�й©ͨ���ȵ����Bʮ�֏��s�����S������ǻ��B�IJ�ͬ������ǻ���͚���w�e��׃���ܴ��@ֱ��Ӱ�й©ͨ�����͚�й©���ı�������ˣ�й©ģ�Ͳ��cй©ͨ�����P�������c�����r�����P�����S���s�C���S�D�Ƕ�׃���ġ�
4�����ߺ����a�І��}���о�
�����ݗU���s�C���a�е��P�I�Ǹ߾����ݗU�D�ӵļӹ�������Ŀǰ�D�ӵļӹ�����������ӹ������L���ӹ�����ĥ���ӹ����������T�취�ȡ�㊵����OӋԭ�����īI������Ԕ�����f�����īI���ƌ��˝L�����OӋ������݆��㊵ķ���Ŀǰʹ����࣬��ʹ�ö൶Ƭ�ij���㊵���㊵����ھ��о���݆���y���Č��ù���ĥ�������졣�������ߵĹ����^�����ĥ���ķ������ԫ@�úܸߵļӹ����ȣ����ҿ��Լӹ�/ Ӳ�X��0 ���D�ӡ��������Holroyd ��˾�_�l�������D��ĥ�����ݗU�D�ӵļӹ�ˮƽ�������µ�ˮƽ��ԓ�C����ĥ����ɰ݆�������������˜y���C������һ�_�C���У����ڼӹ��^���Ќ������M�Мy��������ɰ݆,�Ķ�ʹ�ӹ����ݗU�D�ӵ��X���`������ؓ5um �ą^��ȡ��L�еķ���Ҳ�ܾ��ܣ��Ҽӹ�Ч���^�ߣ������L����ُ�I���y���;S�o�M�øߣ����ԛ]�ЏV�������D�Ӽӹ���
���������ĥ���ӹ��У����ߵĹ��������a�е���Ҫ���}��ֱ���c�D�ӵļӹ����ȡ����ߵĹ����M�õ����P����ˣ���������݆���ͼӹ��еą�����������D�Ӿ��Ⱥ͉��s�C���ܣ��������a�ɱ����īI�о��˼ӹ�������׃�����������@Щƫ�������Ӱ��D���;��Π���D���X�g�g϶�ġ�ͨ�^��׃�ӹ��������Եõ���ͬ�Ķ����;�������ģ�M���ӹ��еĹ�����Ҹ��N��ͬ�;����ӹ������ķ���Ҳ������ͬ��
���������Π�D�ӵ����a�ɱ�Ҳ����ҪӰ�,���˱��C�D�Ӽӹ��ľ��ȣ�����������Д�F�����c�����еą^�����^С�����ʣ��t�����˵��ߵ���ĥ�Δ����Ķ����������a�ɱ����īI�����˵��ߵ��Π��ӑՓ�˵����O�Å�����Ӱ푡�
5�������о�
�������˸�Ч�ݗU�D�ӵ��о������ݗU�ĵ�����������о�Ҳ�Ј�����ݗU�D�ӵ��X���Π��`����D���f�`������Ե�ؓ�d����ʹꎡ���D���X��l��������ײ���Ķ���������Ӻ������ܶ��о��ߌ����s�C�ăȲ����ӽ������Wģ��,���M������ģ�M�ͷ������������ډ��s�C�®aƷ���OӋ�c�_�l��������CFD �����w�������gҲ�����ډ��s�C���о��������M�Љ��s�C�Ȳ���Ԕ�����о�( �������s�C�Ȳ��������͚�ķֲ���) �������о��������s�C����c�����S��ؓ�d��ֹ���y�о������s�C��ĥ�p���Ś�ܵ��ȵĉ����}�ӵȡ�
6���Y�Z
������������ݗU���s�C�����켼�g��ߺܿ죬�@�����s�C���о����OӋ����˸��ߵ�Ҫ���ݗU���s�C���Ъ��صă������ܣ�����Ҫ�^�m���փ���߀��Ҫ�������S���µ��о��ֶ��c���ߣ����;��OӋ�������^�̡��ӹ�����ȷ����M�������о����ݗU���s�C���о���Ȼ�����M���s�C���OӋ�������Ķ����������C�������ܡ��ݗU���s�C������߀���^����������g�������A�y���ݗU���s�C�����܌���������ߣ��䑪�÷���Ҳ߀���U��