�A��©�������z�y����
�������|�V�z©���g��Ŀǰ�����⑪���^���һ�N���M�ęz©���g��" �A��©�������z�y����" �Ǟ��m�������A��Y�����s��©��Ҫ���������c���_�l��һ�N���|�V�z©���������z�������������ⲿ�����������ֳ���������գ����F�������۷e���z©�͉�����ՙz©���������˞鼰�h������Ӱ푣����Йz�yЧ�ʸߡ��Y�����_����ȫ�ɿ��ȃ��c�����y��ԓ�z�y�����^���y�����ɽ��ͳɱ�30 %��
1������
�����y���|�V�z©�����ڿ��к��I���T�õ��V�����ã�����Ҫ���c�ǿ����ڸ��N�z���r�l�����Fй©�ʵĶ����z�y�����ҙz©�`���ȸߡ��y�������V���e�m����Сй©�ʵľ��_�y���������A����ھ����O�䣬©��Ҫ��O������y�ĺ��|�V�z©�����Ѳ����m�����칤�I�İlչ����Ҫһ�N�z�yЧ�ʸ��ߣ��ɿ��Ը��õęz�y�������A��©�������z�y�����Ǒ��@�N��Ҫ���_�l�ġ�
2���A��©�������z�y������
2.1�������������|�V�z©����
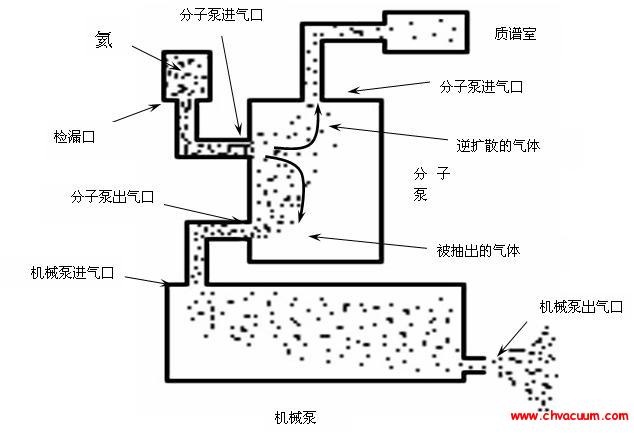
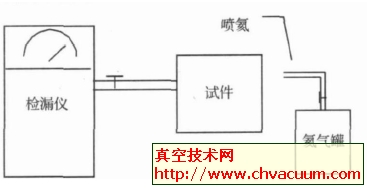
�����������|�V�z�y���g�������d��ęz�y���������������������ַe�ַ����������۷e���͉�����շ���Ҋ�D1�������������͚��ַe�ַ��r������ͨ�^©�ĸ߉�����й©;�������۷e���t�Ǻ���ĸ߉���͉���й©;��������շ��t�Ǐĸ߉������й©���������͚��ַe�ַ��ڇ�������ʹ�ã������c�Dz��茣���b�á��C���`��������������^�ߵ�Ҫ�������˞����ؼ��h�����ص�Ӱ푣������ܵ����ơ��������۷e����������շ����������Ӱ�С���z�y���㣬�������գ����о��ȸߡ��z�y�Y���������ɿ��ԏ����z�yЧ�ʸߵ����c����������Pע��������Ҫ�����O�䡣
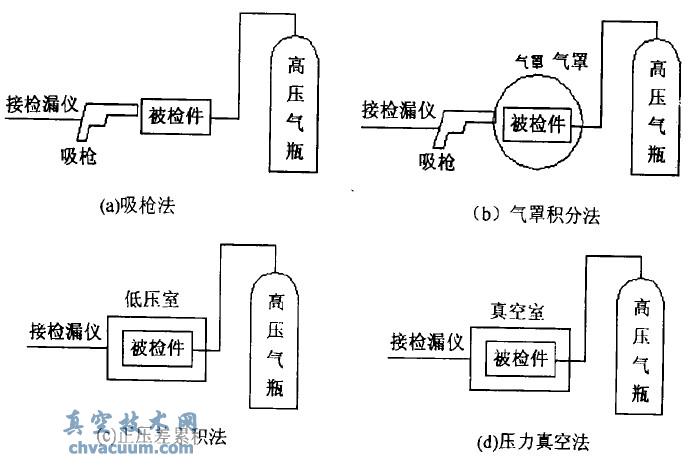
�D1 ���|�V�����z©��ʾ��D
2.2���A�������z�yϵ�y���g����
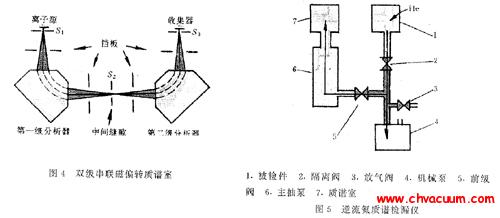
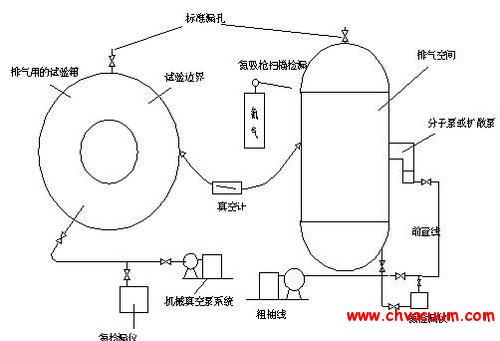
�����D2���A������©�ʙz�yϵ�y�D������ϵ�y�ɼ�����������ՙC�M���A��Ӛ�ϵ�y���A���d��C�����мܡ�늿�ϵ�y���z©ϵ�y�Ȳ��ֽM�ɣ��z©�r���ú��|�V�z©���g����ϵ�y�m�����l��ȼ���A�䡢�ؚ͜�ƿ�ȮaƷ�Ŀ�©�ʵęz�y��
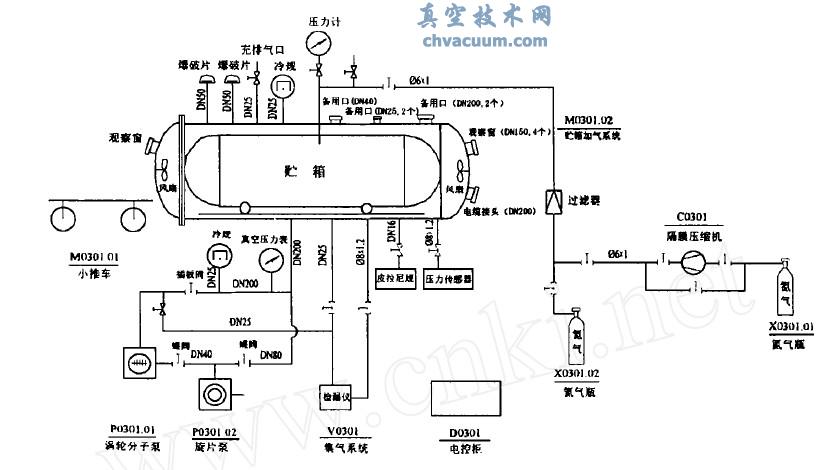
�D2 �A��©�������z�yϵ�y���D
����ԓϵ�yģ�M�A��Ŀ��g�h�������ܙz�A�䷀���ط��ڳ��d���ϲ��ɜp���d��C������̎����ՠ�B�ļ��������ȣ��������������ϵ�y�����գ�ʹ�A���ⲿ�γ���խh���������c���ⰴ�����ɼӚ�ϵ�y�����A��Ȳ���ʹ�A��Ȳ��γ�����;����ƿ�ȉ����͕r���Ɇ��Ӛ�É��룬������w���^�V���^�V�������A����≺�����Լ�����ĝB���������A��ȵĺ��⽛©�םB©�����������ȣ�������������]����ՠ�B���B©��ĺ��ⱻ�ռ��۷e�������L�Ⱦ������挍�ط�ӳ�A��Ŀ�©�ʡ��z©�x���A��У�{������Ҫ����С�əz©�ʣ�ͨ�^��������չ�·�ļ����������M�вɘӣ����F©�ʙz�y��������������ԓϵ�y���P�I�O�䣬�������������ٳ����ģ�M���A��Ŀ��g�h�������ռ��B©���⣬�������˞鼰�h�����ص�Ӱ푣���ӳ�A����挍©�ʣ���һ���A�����ѣ�����ȫ���o���á�
2.3���z�yϵ�y����ԭ��
������̎�ڳ�����B�µ��A����뼯�������ȣ�����̎�ڳ����ܷ��B����ՠ�B��ͬ�r���_©�ʞ�Q0�������˜�©���M���۷e���rȡ��ӛ䛙z©�x��ݔ���������xȡ�����˜�©���^t1 �r�g���۷e�z©�xݔ��ָʾ׃�����I0 �����A�����һ����Ⱥ͉����ĺ�����A���������©�ף�ʾ©���w��ͨ�^©�ף��ڼ����������M�зe�ۣ����������еĺ��։��S�r�g�����������۷et2 �ļ��������M�вɘӣ��������|�V�z©�x�M�Мyԇ���xȡ�z©�xݔ��ָʾ��׃��ֵ��IV ��ͨ�^��ʽ(1) �Ϳɴ_�����z�A���©��ֵ��
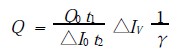
����ʽ�У�Q �鱻�z�A��©��(Pa ·m3 / s)��Q0 �������˜�©��©��ֵ(Pa ·m3 / s)����I0 �������˜�©���۷et1 �r�g��z©�x��ݔ��ָʾ׃��ֵ(������mV)����IV ���A�����ʾ©���w���۷et2 �r�g��z©�x��ݔ��׃��ֵ(������mV)��t1 �������˜�©���۷e�r�g( s)��t2 ���A���۷e�r�g( s) ;γ��ʾ©���w�ĝ�ȡ�
3����Ҫ���g���c�f��
������ԓϵ�yģ�M�A���ڿ��g�Č��Hʹ�×l��- - �Ȳ��������ⲿ��գ������^�ĉ�����ՙz©����Ȳ��������ⲿ������͉����γ��������۷e�z©���z�y��ݣ��Y���挍���ڑ��÷��]�ļӚ�ϵ�y����ռ�������ʹ�z©���w�ļ�ע���ռ����������z�y�ȭh�������˞����ؼ��h���ĸɔ_���z�y���ȸߡ��۲��ôł��Ӕ���C����׃���ܷ���o�ܷ����\�Dƽ�����ܷ�ɿ����B©С���ܲ��÷��ӱÙC�M���p���˷��͌��z©��Ӱ푣������^��ęCе�ã��s�����A��r�g������˙z�yЧ�ʡ��ݲ��Ãɼ��p���Q���A���ƽ���d�롢���d���}��
4������ԇ�
4.1��ԇ�Y��
������նȜyԇ�Y��Ҋ��1��
��1 ����նȜyԇ�Y��

�������������M�к��|�V�z©���z©�x�`�����{��1. 6 ×10- 9 Pa ·m3 / s ��δ�l�F©�c��
4.2���Y������
�������Cе���A��죬15 ��犼��Ɍ������鵽1Pa ���_���z©�������ն�Ҫ���ډ�����1Pa �´��_���ӱ������^20 ��犺����ɽ���1. 5 ×10 -2 Pa ������1. 5 ×10 -2 Pa ����1. 4 ×10 -2 Pa ��Ҫһ����С�r����ϵ�y�Č��y�O����ն����O����1. 5 ×10 -2 Pa ���۸������|�V�z©��r�������]����ȼ���շ��������������Ŀ�©�ʌ�С��1. 6 ×10 -6 Pa ·m3 / s���ܳ����y����И˜ʻ��ļӚ����ϵ�y�cĿǰ���õĆ�һ���|(��) �ɽ���30 %�ęz©�ɱ���
5���Y�Z
���������`ʹ���C�����c������ʽ�Ě��wй©�z�y������ȣ�ԓ�z©�����������˞鼰�h�����،��z�y��Ӱ푣����Йz�y��ݡ��Y���挍�����ȸߡ��M�õ͵ă��c���ܺõؽ�Q���A��Ŀ�©�ʙz�y���}��ԓ�z©����Ҳ�����ڵؚ͜�ƿ��LNG܇�Ú�ƿ��������ƿ���y�T�������O��ĸ߾��șz©������һ�N���M�ęz©���������ں��켰�������T���I��l�]��Ҫ�����á�