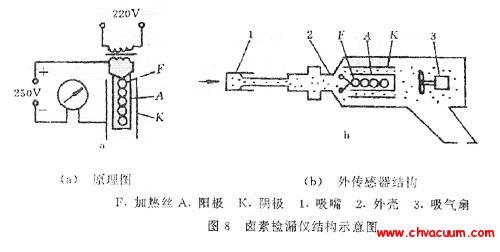
�ܷ������������A�交���z©�ĵ�Ч�˜�©������
�������ý���ķ��������������^����������ʽ���A�ܷ������������ʵľ��_��ֵ�⣬��21 ���o��ƪ�īI�ʬF��©�������S���Ή���׃���Pϵ�����M���˷����������ܷ�������©�������L�A�ܣ��ó������½YՓ���������Ƕ��^������Ƿ�ƫ�x��������B�Ƿdz����`���ģ���˿����J�飬������Ή��������^1 × 105Pa�����ڵ�Ч�˜�©��L < 1.4 Pa.cm3/ s ��©������������̎�ڷ�������B�����΄����S��L ���ֵLmax �� 14 Pa.cm3 / s �r����ՓL ��ֵ�Ǵ���С�������ؿ��]�����Ƿ�ƫ�x��������B���H�ډ������ĉ����A�Σ���L max��L ���ӽ�1.4 Pa.cm3/ s �r���������ǶȚ�����̎��������B�����ºϸ��Г�ƫ���أ����ډ������������A�κ��A�交�����A�Σ�ֻҪL < 14 Pa.cm3/ s��������̎�ڷ�������B���Ķ��C�������ܷ��������|�V���z©���ԣ�L maxȡ1.4 Pa.cm3/ s ���ԝM�����̎�ڷ�������B��Ҫ����ԓֵ���ڴ֙z�����ޡ�
�����īIָ�������ܷ������M�к��|�V���z©�r����ԇ���д�©�����߃Ȳ��ݷe��С�����·��]��ԇ���л��Z����ԇ���еĺ��п������|�V�z©�xԇ�֮ǰ�������ݣ���˱��ʹ�����������팦�@Щԇ���M�Йz©ԇ�����ԇ��Һ�����|��׃��ԇҲ�����f��ʹ���ܷ��������|�V���z©�ı�Ҫ�l���Ǵ��ڿəz©���c֮��㕽ӵĴ֙z���������߱�����ʹ�á�
�����īIָ�������ͼӉ��ߜ�Һ�w����С�əz©�ʞ�100 Pa.cm3/ s ���С�����ñ�Ĥ�����������ĉ���׃���z©�x��С�əz©�ʞ�100Pa.cm3/ s��һ���քәz�y�r���ܷ������z�y�r�g��10 s ���ң���ʹ�öλȫ�Ԅәz�y�O��r�z�yһ���ܷ�������ƽ���r�g��С�H��1 s��������z������©��Ҫ���ه���һЩ������������S©�ʞ�1 × 100 Pa.cm3/ s( ������1 × 10-1 Pa.cm3/ s) ��ͨ�^���L�z©�r�g��Ҳ�ǿ��ԝM��Ҫ��ġ��@�ǿəz©����С�ăɷN�֙z������
�����ܷ��������|�V���z©������( ��������) �Ą�ʼ��D. A. Howl ��ָ������������Ӌ�㹫ʽ�H�m������ȫ�������µ�©�ס��@һ�YՓͬ���m�����A�交�����������c�����ɷN�֙z������㕽ӣ��҂�ȡ�ܷ��������|�V���z©��Ч�˜�©������L0=1.4 Pa.cm3/ s�����ķ����@һ���ĺ����ԣ�����С�ڴ�����©�������L�����ஔ��ĈA�ܡ�
1�����еĽ��乫ʽ�����_��ֵ��
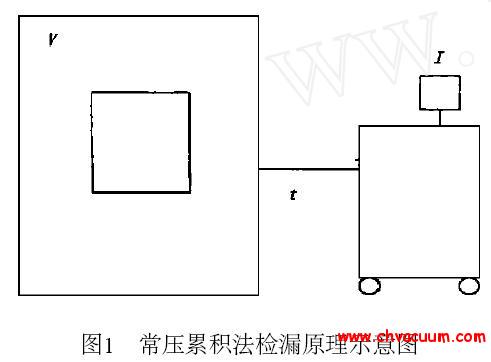
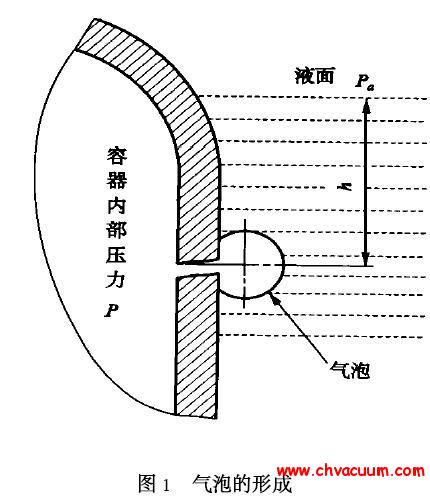
��������ͬһ���ܵ����ԣ�������(�Q�M���) �����͕r��ԓ�ܵ�̎�ڷ������£������Ή����ߕr��ԓ�ܵ�̎�������¡������īI��©������Ҏ���l���£�һ�N�ض����wͨ�^©��������������q ���ڽo���r�g�g��ȣ���������Ě��w��( ����-�w�e��λ) ����ԓ�r�g��q ��������U ���ԃɶˉ���
q= U��p1- p2�� (1)
����ʽ�У�p1 ��ܵ����εĚ��w������p2 ��ܵ�����( �Q�����) �Ě��w�������ܷ��������|�V���z©�^���п���p2 ��p1������ʽ( 1) ���Ժ�����
q= Up 1 (2)
1.1��������
����
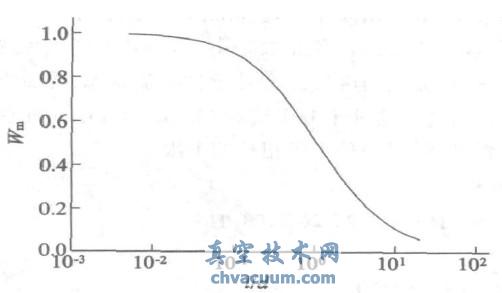
�D1 �������Wm �Sl / d ׃�����Pϵ�����D
�����ĈD2 ���Կ�����Wl��m�������������Wm ���`���Sl / d ���Ӷ����ͣ���l/d��2 �r�����p�����D���`�������������õľ��ԣ���M�Ϲ�ʽ��D����ʾ��
���������@�ɷN�J�R������ͥ�����漰ʹ���ܷ��������|�V���z©�ı�Ҫ�l�����dz��б�Ҫ����������ǡ���ˣ������Ϸ����Ļ��A�Ϻ�p2 �� p 1 ��ǰ�����M������ӑՓ��
����(1) ��p1 �͵�һ���̶ȱ��F��������r������ճ����������ʽӋ�㣬�õ�������ֵ�͕����ڌ��Hֵ������p1 �ߵ�һ���̶ȱ��F�������r�����÷�����������ʽӋ�㣬�õ�������ֵҲ�����ڌ��Hֵ��
����(2) �S��p1 �������ߣ�һ�������_ʼ���ӣ����J�������B��ƫ�x�����������������Ƕ��^������Ƿ�ƫ�x��������B�Ƿdz��`���ģ����������Ƕȣ��H���������������@ƫ�x���ԕr�����J�������ƫ�x��������B�����������Ƕ��^������Ƿ�ƫ�x��������B�Ƿdz����`���ġ����]���ܷ��������|�V���z©��©�ʜy���������ܣ���r�����@�ӡ�
����(3) �ܷ�����©�׳ߴ��l = 0.1 mm��d = 2.26Lm ��l= 1 mm��d = 4.87 Lm �ɷN��r���������µ�L ���s��1.4 Pa.cm3/ s����L 0= 1.4 Pa.cm3/ s ��������C����Ҫ��©�׳ߴ磬����Ҫ�������й©�y���b�ɵĺ㶨�����@��̫�֣����^�L���������mȻ��Ŀǰ����Ĵ���g�������Ӵ֣���̫�̣�����߀�o�����y���ܷ�������L ��1.4 Pa.cm3/ s �r���ډ��������A�交���^�����Ƿ����@ƫ�x��������B��
����(4) �Q���Ƕȁ��������p1�_���˜�©��Ҫ���1.01 × 105 Pa����2 ���Ă�ʾ�����õ�©���������h����1.4 Pa.cm3/ s���f���@�Ă�ʾ������©����L0= 1.4 Pa.cm3/ s �ĺ�������C���Զ�����С��
����(5) �������^�Ă�ʾ�����īI���īIʹ�ü����õ���©�ף�l �cd ̎��ͬһ���������īIʹ��й©�y���b�ɵ�©�ף�l �� d �������īI[ 13] �ĽY�����Ѕ������x���Pעƫ�x��������B��p1ֵ���҂�ע�����ʹ�������Ƕȁ������īI]���īI���īIҲ�ߵöࡣ�e�ǏĈD10���Կ�������p1 = 2 × 104 Pa �r���������_��1.3 ×10-5 Pa.m3/ s���Ի���̎�ڷ�������B�����ՈD8 ��څ�ݹ�Ӌ����ʹp 1= 1 × 105 Pa �r��߀����Ó�x��������B���@��L < 1.4 Pa.cm3/ s ��©����̎�ڷ�������B����Ҫ���C��
����(6) ����Lmax�h����1.4 Pa.cm3/ s ���ܷ�����( ����՚����ȼ�Ҫ��ߵ�܊Ʒ�ܷ�����) ����ʹ�ډ������ĉ����^���У�©�ʺϸ�ĮaƷ�������Ƕ�Ҳ����̎��������B����©�ʲ��ϸ�ĮaƷֻҪ���C��z�r�g�����^���L��z�r�g���Ϳ���ͨ�^�y��©�ʈ�֙z�����@�ﲢ��ֱ���漰�ӽ�1.4 Pa.cm3/ s �Ę˜�©���Ƿ�ƫ�x��������B�Ć��}��
����(7) �H��L max �ӽ�1.4 Pa.cm3/ s�����ܷ�������L Ҳ�ӽ�1.4 Pa.cm3/ s �r���ډ������ĉ����^���У����ډ�������һ����2 × 105 Pa ���ϣ��ɈD13 �͈D16 ���Կ������������Ƕȕ�̎��������B���c���շ�������B��Ӌ��ֵ��ȣ�����ƫ����������Y�����ܷ������Ȳ��ĺ��։�Ҳ��ƫ�����y��©��ƫ��ƫ���ء�
����(8) �ډ������ĺ�z���g�ͺ��|�V�z�y���g���ܷ������Ȳ��ĺ��։�ͨ�����@����1 × 105Pa�����L < 1.4 Pa.cm3/ s �ĮaƷ��©�ʽǶ�̎�ڷ�������B��
����(9) �����A�交�����ԣ��ܷ������Ȳ��ĺ��։�ͨ������1 × 105 Pa�����L < 1.4 Pa.cm3/ s �ĮaƷ��©�ʽǶȿ����J��̎�ڷ�������B��
5���YՓ
���������ܷ��������|�V���z©���ԣ�L ����ȡ1.4 Pa.cm3/ s ���ԝM�����̎�ڷ�������B��Ҫ���Ҵ������ڴ֙z�����ޡ�