���|(zh��)�V�z©���g(sh��)�c�x�������P(gu��n)���g(sh��)ָ��(bi��o)
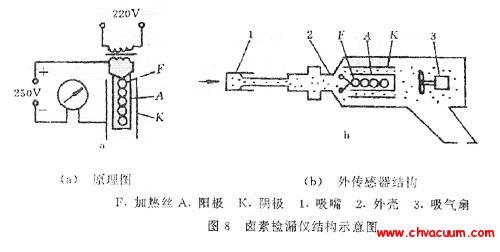
���|(zh��)�V�z©�x�Ĺ���ԭ��
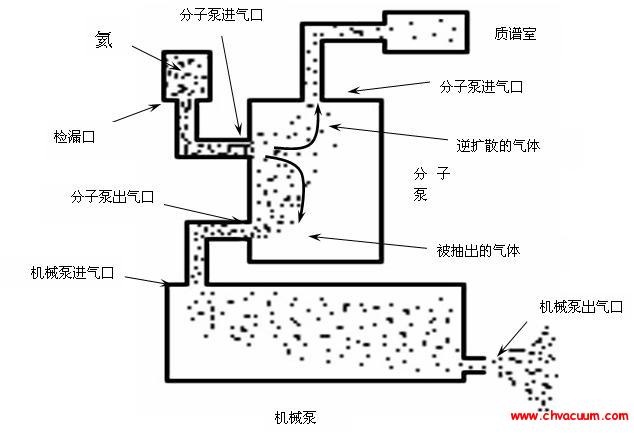
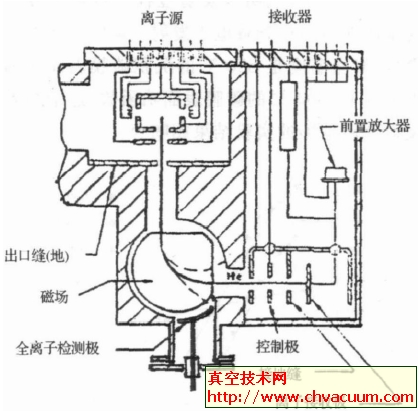
�������|(zh��)�V�z©�x��һ�N�Á�z©�Č��ȃx��������һ�N�|(zh��)�V�����x,�z©�r�Ժ�������ʾۙ���|(zh��),��(d��ng)�����c�������wһͬ�M��x����(n��i)���r������x,�����|(zh��)�V�ҵ�늴ň������A���\��;���ڸ��N���w���|(zh��)����һ��,����γ��S�����A�돽��һ�ӵ������,����ֻ�к������ɱ�����,��(j��ng)�Ŵ���ڃx����ݔ�������@ʾһ�����,�M��ĺ���Խ��,�@ʾ�����Խ�����z©�r,�����ò�ͬ�ķ�ʽ�������c�z©�x�B����һ��,ʹ����ͨ�^����©�ײ��M��z©�x���z©�x��ֻ������@ʾ,������(y��ng)������ஔ(d��ng)�ڶ���©��߀��֪�������,������һ֧��֪©�ʵ�©��(��(x��)�T�ϷQ����(bi��o)��(zh��n)©��) ,�����c�z©�x�B����һ��,ʹͨ�^��(bi��o)��(zh��n)©�ĺ���Ҳ�ڙz©�x����һ����@ʾ���Ԙ�(bi��o)��(zh��n)©���@ʾ������������(zh��n),�c�����z©�r�ڙz©�x���@ʾ��������Ȍ�,�م�����������,��һ���Ĺ�ʽ�������������©�ʡ��@�Ǵ_������©�ʵĻ�������������һ�c��(y��ng)�e���{(di��o),���z������©����̎�ęz©�l����(y��ng)�c��(bi��o)��(zh��n)©����̎�ęz©�l����ͬ,�@�������ڙz©�x���@ʾ������ź��M�бȌ�,��Ӌ�㹤��©�ʵĴ�С��
�z©���g(sh��)�c�x�������P(gu��n)���g(sh��)ָ��(bi��o)
�����S�����켼�g(sh��)�İl(f��)չ,�z©���g(sh��)Ҳ�ڲ���ȡ���M����Ŀǰ���^����ęz©�����Ї����������ַ����䉺������������̽©�з����۷e�z©�������������ĘO�|(zh��)�V�z©�������N�������������c���m�×l����
�����ڙz©���`��,�����҂��������ı��z�����ĽY(ji��)��(g��u)����С��Ҫ��ȸ�����ͬ,��θ���(j��)�@Щ�ض��ėl���x��z©����,�@�Ǚz©�����ˆT��횽�Q����Ҫ���}�����,�˽���N�z©�����������c,�쾚���\��������M�㱻�z�����ęz©Ҫ��,�@���ڙz©�����ˆT���f��ʮ�ֱ�Ҫ�ġ������S���z©�����c�x����һЩ���g(sh��)ָ��(bi��o)�������P(gu��n),�����҂���(y��ng)��һ�����˽⡣������Ҫ��B�������ͱ������z©���g(sh��)��
�����ں��|(zh��)�V�z©��,�c�z©�����������P(gu��n)�ăx�����g(sh��)ָ��(bi��o)��Ҫ�������:
��������С�əz©��:��(d��ng)���ڱ������r,���x���{(di��o)��“���”������B(t��i),��ʾ©���wͨ�^©�וr,�x�����ܙz������С©��(Ҳ������ǰ���f�ăx���`����) ����С�əz©���Ǻ��|(zh��)�V�z©�x����ĵļ��g(sh��)ָ��(bi��o)��
��������Ч��С�əz©��:��(d��ng)���ڱ������r,�x�����ⲿ�z©ϵ�y(t��ng)�{(di��o)��ijһ�z©������B(t��i)(�����з���) ,��(d��ng)��ʾ©���wͨ�^©�וr,���ֻ�ȫ��ʾ©���w�M��z©�x,�ڴ���r�����ܙz������С©��(Ҳ������ǰ���f�ęz©�`����) ��
�����۷���(y��ng)�r�g:��ʾ©���wʩ�ӵ�©���M����_ʼ,���z©�x��ƫ�D(zhu��n)ֵ�_�����©����̖��63%����(j��ng)�v�ĕr�g��
����������r�g:��©���M���ֹͣʩ��ʾ©���w�_ʼ,���z©�x��ƫ�D(zhu��n)ֵ�½������©����̖��37%����(j��ng)�v�ĕr�g��
�����ڙz©���`��,�x������С�əz©���c��Ч��С�əz©�ʑ�(y��ng)С�ڹ�����������S©��,ͨ���x����ڱ��z����������S©��1��2��(sh��)�������ڱ������z©�����_����С�əz©������;ͬ�r߀�����əz©�����ơ��ڇ������z©��,����(y��ng)�r�g�c�����r�g�������P(gu��n),ֱ��Ӱ푙z�y�Y(ji��)������һЩ����©��ֱ�x���ܵęz©�xʹ���^����,��(d��ng)�Ñ����{(di��o)ԇ�z©�x�r,���_��(bi��o)��(zh��n)©��,�x������һ©���@ʾֵ,���@ʾ��©�ʔ�(sh��)ֵ�c��(bi��o)��(zh��n)©�Ę�(bi��o)�Qֵ����,�����{(di��o)���z©�x�ϵ�ijЩ����(sh��),ʹ�����,�t�z©�x�;߂������^��ֱ�x���ܡ��@�͎���һ�����}:�����{(di��o)������(sh��)ֵ��ͬ,����Ҫ�����z©�x����С�əz©��,����һ�_�z©�x����С�əz©���ڸ�헅���(sh��)�{(di��o)����Ѡ�B(t��i)�r���_1 ×10- 12 Pa·m3/s,��(d��ng)�����{(di��o)���x����ijЩ����(sh��)ʹ�����ֱ�x�r,����С�əz©�ʿ��ܾ�����1 ×10- 10 Pa ·m3/s��,���`���Ƚ��͡���(d��ng)Ȼ,����©��ָ��(bi��o)���^��Ĺ���,������Ӱ�;����(d��ng)����©��Ҫ���С�r,�Ϳ���Ӱ푙z©���M��,�����@�N��r,�͑�(y��ng)���z©�x�ĸ�헅���(sh��)�{(di��o)�����λ��,��ְl(f��)�]���`����,��Ҫ�����ڙz©�x߀�ܲ���ֱ�x��