��ռ��g�ڹ��w����l�әC�bˎ�����b�z�y�еđ���
�������Ľ�B����ռ��g�ڹ��w����l�әC���M��ԭ���Ϝʂ䡢ȼ���ҽ^�ᡢ���M��ˎ����ע���͡��l�әC���b�z�y�еđ��ã���ռ��g����߹��w����l�әC�����|������l�]�˷e�O���á�
�����S���ƌW���g�IJ����M������ռ��g�ں��졢���ա��˹��I����ӹ��I���I��đ���Խ��Խ�V���������ݔ������հѳ֡�������������ұ������հ��b����ճ������ȵȡ�ÿһ���ռ��g�Č��H���þ��w�F���ƌW���g�IJ����M������ռ��g�ڹ��w����l�әC�bˎ�����b�z�y�I��ͬ�������V���đ��ã��ڱ��Ϲ��w����l�әC���ƺ����a�аl�]���e�O���á�
1����ռ��g�ڹ��w�l�әC�bˎ�еđ���
�������w����l�әC���������a�������M��ԭ���ϵĜʂ䡢ȼ���Қ��w�ȱ���^�ᡢ���M����ϡ�ˎ����ע���͡��l�әC���b�z�y����Ҫ��ˇ�^�̡����@Щ��ˇ�^���У�����һ���̶�����Ҫ������ռ��g�����C���������Ч�M�У�����K���a���|���ϸ�Ĺ��w����l�әC�ṩ���ϡ�
1.1����ռ��g��ԭ���Ϝʂ��еđ���
1.1.1������������ո���
������������Ҫָ�������@(AP)�Ⱥ��ܲ��ϡ����������@(AP)�����ȃH����ף������ԏ����Y�K������ɢ���������ؕ���׃AP �����������Σ�ֱ��Ӱ�ճ�τ���AP ����İ��������M�������^�����������ϵ�형��ԡ����M����ϵľ����ԡ�ˎ�{����׃���ܺ����M��ȼ�ٵķ������ܵ�[1]��������ʹ��ǰ��AP �ĸ��������M�����aǰԭ���Ϝʂ����Ҫ�h����
����������(AP)�ĸ������ʹ��Ȳ�������ˮ�֏Ĺ��w�Ȳ���Uɢ�����_�����棬���������^�̡�����AP ���^�ߜض������ֽ⣬������һ���ĝ���Σ�U�ԣ�������ˮ�ķ��c�S��նȵ���������ͣ���ˬF��ͨ��������ո����ո���ă��c�����ϱ���ضȵͣ������ٶȿ죬�������^�͜ض��¸�����װl���ֽ⣬����ʹ���W���|���ַ��������a������ȫ�ɿ������^���̎����AP ����չރ��A�棬�Ԃ���á�
1.1.2��������������A��
����������������A��ϵ�y��Ҫ���ڳ�������������ՠ�B�µ��L���A�棬ʹ�A��ރȲ��������g̎���L���c�����^����ՠ�B��ͨ�^��ձ����A���ϹރȵĿ՚��ų���ʹ�ރ��γ���������գ��ރ���խh�����������������Ķ����C�����ڹރ��A������B(���ȡ�ˮ��)�����������������L�A��r�g���M���bˎ���a����Ҫ����������������A���^�����\���Ԅӿ��Ƽ��g��������չ�֮�g���ಢ��ͬ�r��������չ��M�г���տ��ƣ�Ҳ�Ɍ����_�M�г���տ��ƣ����F�l�әC�bˎǰ�������������A�䡣
�������ñ�������Չ����������е���l���£��������ɴ�Ŕ����£���Ч���ͽY�K�F�������նȣ�����Ч���L�������Ĵ�ŕr�g���A��Ч��������w����l�әC�����bˎ�ṩ��Ч���ϡ�
1.1.3����������Ͱ����հ��\
�����ڹ��w�l�әC�bˎԭ�Ϝʂ�ǰ��Ҫ��40 ����ص�������ԭ��Ͱ��̧���^�Y̎���O���ϣ���ǰ����������̧���ڄ����ڄӏ��ȸߡ����ڰ�ȫ���أ����ÙC���֣����F�Cе���̶��ܵ����ơ����꣬��λ����ռ��g�������@һ������̎���^�̣��о�������������ʽ����������\�b�á������ˆT���ֲ���ϵ�y�����ֱ���ԓ�b�þͿ����������ԭ��Ͱ��������ƽ�ơ��[�_����������ԓ헼��g���^���죬��ֿ��]�����w��Ч�W�ȣ�ʹ�ò����������p�ɣ��˹��ڄӏ��ȴ�͡�ԓ�b�õ������߶ȡ�������������ȫ���ܵȸ�헼��gָ�˾��ܝM��ʹ��Ҫ���ڌ��F����������̎��ȫ�^�̵ęCе�����棬ȡ�������õ�Ч����
1.2����ռ��g�ڰl�әCȼ���҃ȱ���^���еđ���
�����^����Ƿ�ֹ�l�әC�ڹ����^�����_��Σ�����������Լ��������M���ֲ�����ȼ���ĸ���ӣ����w�l�әC���w�Ƚ^��ӳ����|���ĺÉěQ���˹��w�l�әC�l���w�еijɔ�����˽^������ܺͳ����|���ă���ֱ��Ӱ����l�әC���|���������bˎ�S�İl�әC�Ƚ^��ӳ���ˇ��Ҫ߀���Â��y���ֹ��NƬ���ͷ������ܽ^����ϡ��zճ�������w�^��Y�����s�����ƣ�ʼ�K�]�Ќ��F�Cе�����Ǹ��bˎ�S�������a�ı����h�����ֹ��NƬ��ˇ�����s�^�ᚤ�w�����γ��^���ȱ��(��İ���̓�ա�Óճ������ճ���N߅�ϲ۵�)��ɃȽ^���|���[�����aƷ�|���z�y��ˇ�����ԲĿǰ�҇��^��ӳ��Ͳ��õĽ^��ӗlƬ�ֹ�ճ�N�Ĺ�ˇ�������䲻�������˞����؎�����ճ�N�|���[���^�࣬�҄ڄӭh��ʮ���ӣ��ڄӏ��ȴ����䌦Сֱ�����L���Ȱl�әC���v���˹��NƬ�y�Բ�����ճ�N�|���y�Ա��C��
1.2.1���l�әCȼ������ս^�Ἴ�g
�����ڰl�әCȼ���ҽ^��ʂ��^���У���һl�әC���w��һ�˞�Φ200 mm~Φ300 mm ��С�_�ڣ���һ�˞�E���@�ӱ�o�����ó�Ҏ�NƬ�ķ�ʽ���ȼ���ҵĽ^�ᣬ����������ս^����ͼ��g���l�әC���w�Ƚ^��Ӯa��Óճ����Ҫԭ���ǚ��w�c�^���֮�g���^����c�^���֮�g�����К��w����©Ϳ�zճ��[2]����ս^����ͼ��g�о��и�׃��Ϳ���ճ�������zճ��ճ�N�^���Ƭ�ĵij��ͷ���������ʩ����ՠ�B���Ƚ^������w�Ӊ���ճ�N��Óճ����ս^����ͼ��g���l�әC���w�Ƚ^��ӷ�Óճ���P�I���ų����w��ǻ���w��ʹ֮�_����չ�ˇҪ����������Śˇ����նȡ���������ˌ����O�䣬���M�b�˃Ƚ^��Ӳ����İl�әC���w������խh���У�Ȼ�����һϵ�й�ˇ������ʹ�^����A���ͼ�̎����ՠ�B����նȿ��_50 Pa��Ȼ���ښ��ұ����l����ʹ�^����c�l�әC���w�M�Љ��o��ճ�ӡ�����ս^��̻���İl�әC���w������̽�������oÓճ�F����ս^����ͼ��g�ѳɹ���ijЩ��̖�ϵõ����ã������ԓ��w����l�әC�ăȽ^��ӳ���Ч�ʺ��|��[3]��
1.2.2�����ģ���Ś⼼�g
�����ڹ��w����l�әC�^���^���У�����һЩ�l�әC�Ƚ^��Y�����s����ȡ��ģ�����g�����Y�����s���㲿�������˵õ����ܟo����A���ͼ�����ȡ����l���µ�ģ�����g[4]����һ������Չ����¿ɫ@���|���ϸ�Ľ^��ģ������
1.2.3���o�܄��r���ϝ{��ճ���Óˮ
�����ڟo�܄��r�ӳ��ͼ��g�о��У���������ռ��g���r���ϝ{�M�г���Óˮ̎�������ڟo�܄��r���ϝ{ճ�ȴ����̎����һ������Ԝp���r���еĚ�ף���һ����߀����Óȥ�ϝ{�е�ˮ�ݣ�����ϝ{�к�����ˮ�ݣ��r�ӹ̻��r��������Ȳ��γ�С��ס�ͨ�^��ճ���Óˮ̎���܉�ʹ�r�����ܾ�����Ч�������r�����������ܡ��Ò�������@�R�^���о���������ճ���Óˮ����ϝ{���ɵ�ԇƬ�Ȳ����ܣ���Ȼ��o��ף����̎����o�܄��r�ӵ����W�������@��ߡ�
1.3����ռ��g�����M��ˎ�������еđ���
1.3.1���������M������ջ��
�������w���M���Ļ�������M�������е�һ���P�I����ϵ�Ŀ�ľ��ǰѴ����Ĺ��w�M�������������X�۵��c������ճ��Һ�w��ճ�τ����ϣ�ʹ��Һ���杙���w�w�������ð��������M�ַ�ɢ����һ�£��γɹ�ˇ�������õĸ�ճ��ˎ�{����ջ���܉��ȥ����ˎ�{��Ě��ݣ������ڹ��w�w���İ������Ķ��ɜp�ټ�����������Ч��;߀���Գ����ϙC�Ȯa���ē]�l����ȼ�ױ����w�ͷۉm�������ڰ�ȫ���a[1]��
1.3.2 ���M���ϝ{����՝�ע
�������M��ˎ��Ҫ��Y��������ˎ���ı���̓Ȳ������п�϶���Ѽy�ͺ��d�����ɽM����ˎ���cȼ����ǰ������^�g��ճ�Y���治����Óճ�@�F����t��Ӱ푰l�әC�ăȏ������ԣ����ؕr������l�әC��ը������l���£������M��ˎ�{���^�����ɢ���S�༚ˎ�l�����Ԍ����M��ˎ�{�л���Ě��w�S�r��Ч�ų���Ȼ����ȼ�����У��Ķ�ʹ�Ƶ�ˎ���еĚ�לp�����ٳ̶ȡ��ڝ�ע�^���У��l�әC���w������ո׃ȣ��S��ע��ˇ���M�У�ˎ�{�ڲ���Ó�⣬��՝�ע��������M��ˎ�����|����������ն�Ҳ�����ڱ��Cˎ���|�����جF�ԡ���ռ��g�DZ��Cˎ���o��ס������Ҿ������õ����W���ܺ�ȼ�������Ե���Ҫ���g��
1.3.3������ȼ�����bˎβ���˹�Óճ�ӿp϶������bˎ���g
��������ȼ�����bˎβ���˹�Óճ�ӿp϶������bˎ���g���������ȼ����������չ���˹�Óճ�����bˎǰ�M���˷��̎�����@����ȼ���������M���ϝ{����՝�ע�^���У��˹�Óճ���c�^��ӊA���g����Չ�������ȼ���҃�ǻ����Չ�������K�����˹�Óճ��Ѹ����ȼ���҃�ǻ������c��Ƭ���|�����˹�Óճ���χ�Ϳ�а���B���r�ӣ��bˎ��Ƭ��Ϳ��Óģ�������˹�Óճ���ϵ��r�ӽ��|��Ƭ����Ƭ�ϵ�Óģ����ճ�����r���c���M����ճ�ӽ����ϣ����ˎ��Óճ���^�����l�әC�����������Ӱ�;�����r��ճ����Ƭ�ό��¹̻������M�����������r�ӣ��@һ����Ӱ����r���c���M����ճ�ӽ���ճ�����ܣ���һ����Ӱ������M���ı��^�|��������ȼ�����bˎβ���˹�Óճ�ӿp϶����ռ��g������ȼ���҃�ǻ�����ǰ�����ڌ������ܷ��β���˹�Óճ�ӿp϶����գ�����՝�ע�^���б����˹�Óճ���c�^����N���������˹�Óճ�ӹ�������һϵ�е��|�����}����ռ��g�ڹ��w�l�әC�bˎ�^�����w�F�˷dz���Ҫ�����á�
1.4����ռ��g�ڹ��w�l�әC���b�z�y�еđ���
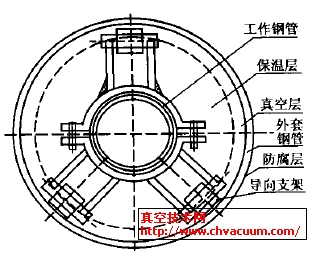
�������w����l�әC�����r��ǻ��M�˸ߜظ߉�ȼ�⣬����̎�ڄӑBȼ�����l���£������l���O�鐺�ӡ���_���l�әC�����ĸ߿ɿ��ԣ������ܷ�������Ч�M�Йz�y�Ƿdz���Ҫ�ġ���ˣ��l�әC�ڿ��b��Ҫ�M����Ч�Ě����ԙz�yԇ
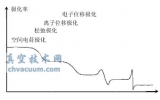
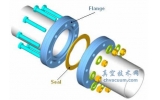
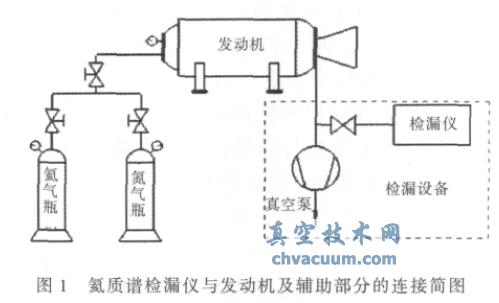
������ՙz©������һ�����ֶΌ�ʾ©���|�ӵ����z©�����ڃȲ�����©�z�x���ڱ��z©�����ڵ���һ�ȑ�����©�c�ĵط�������Ԫ���z�yͨ�^©���ݳ���ʾ©���|���Ķ������ڶ̕r�g�șz�y��������Сй©���ඨ©�Ĵ��ڡ�©�Ĵ�С�����ľ��wλ�ã������@Щ��Ϣ���ͽo�����ˆT��Ȼ���Д�����y�����Ƿ�ϸ�ͬ�r�����Շ��˻����a��ˇҪ�������O����헙z�����Єe�˜ʣ��Ķ��_���z©��Ŀ�ģ��ڹ��w����l�әC���b�r����Ҫ���e����İl�әC�Ě����ԙz�y��һ����ú��|�V�z©�x��С©���M�ж����z�y�����|�V�z©�x�c�l�әC���o�������B����D1 ��ʾ��
������ՙz©Ҫע��ʾ©���|���x����Ҫ���]�������أ��ٙz©�x������Ԫ����ʾ©���|���`���̶�;��ʾ©���|�ڿ՚��еĺ���ҪС;��ʾ©���|���z©�aƷ���������Ⱦ;��ʾ©���|������ȼ����ը���ж��к������g��Σ�������w����l�әC���b���ܙz�y������һ����ȵĺ�����ʾ©���w���҇��ڹ��w����l�әC�bˎ���ܙz�y����ʹ�����Ժ�����ʾ©���w�ĺ��|�V�z©���g,������ՙz©�`������ߡ�ʹ�����ձ��һ�N�z©���g���܉F�o�p�z©�����|�V�z©�x�Y�����Σ����в����S�o���㡢�����m�õ����c���܉������z�y�е��˞����أ����F�z©�����Ę˜ʻ�����Ч�����Ԅӻ���
2���YՓ
������ռ��g�ѳɹ����ڹ��w����l�әC�bˎ�����b�z�y�I���ڱ��C���w����l�әC�|������l�]����Ҫ���á�
�����īI
����[1] ���ַ�.�ͺϹ��w���M���� [M]. ������������磬1994,12.
����[2] ���S���f����. ���w�l�әCȼ���Қ��w/ �^��ӽ���Óճ��ͼ���Q���g;��[J].���M���g��1996,17(1).
����[3] ���w���M���bˎ��ս^�ᡢ�̿؝�ע�B�m����ˇ���b���о�[R].�����Ƽ����I�Ƽ���棬2011��6.
����[4] Fan J L��Huang H T.Method and apparatus for installing aft insulation in rocket motor case[P].U.S. 6779458��2004- 8- 24.