���4#RH��Ч��վS�o���`
�������Ľ�B�ˌ�䓟�䓏S4#RH ˮ�h����������������ʽ���ϵ�y�ĽM�ɣ�������4#RH���ϵ�y�ļ��g���c������B��Ͷ�a���ʹ����r����Y���O���������Ą��ºͽ���Ӗ��
�����҇��ѳɞ�������F���������������F�����D׃���ڇ��ȣ����úͰlչ�¼��g�����b��ɞ����Ĺ��R�������F�˸���������ORH���˳������֝M�㲻�����L���Ј�����Ʒ��F�aƷ�ď�������ͱ����ڇ���ͬ����ʼ�K�I�ȵļ��g���ݣ���䓹ɷݹ�˾������4#RH��
����4#RH ��Ҫ����㕽��D�t��LF ���B�T����λ�����a�����ܵĺ����䓡������Ⱦ�Ʒ䓷N�����O������˸��ߵ�Ҫ��4#RH �ߘ˜ʵز�����1500 kg/h ������������ϵ�y�����������ͨ�^���������������O����M�����ڝ��������F��4#RH ���B�m��Ч�\�С��e��������ʩ�ķ��ͱ�ϵ�y���죬���ú���ԭ�������F������ˮ������������������ˮ�ۣ�ȡ�����ͱû�����ÿ��ȿɹ��s�������ܺģ����F������ˮ����ϵ�y“��S�o”��
1��4#RH ���ϵ�y�OӋ����Ҫ���c�c���g����
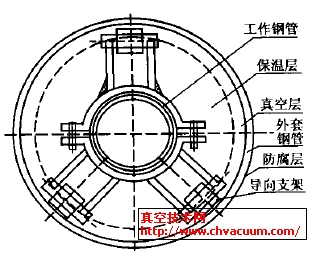
����(1) 1B��2B ��3B ��ձ���“֮”���Ͳ���4#RH ��ճ��ϵ�y��5 ����������ú�ˮ�h�ýM�ɣ���D1 ��ʾ��ǰ����ձ�1B��2B ��3B��“֮”���Ͳ��ã���ձ�̎��б�P��B������M�����ڃɶ˿��g���������c�z�ˆT��ȫ�M��Ȳ��M�б��w����ĥ�p�z��͙z���ṩ�˱�����
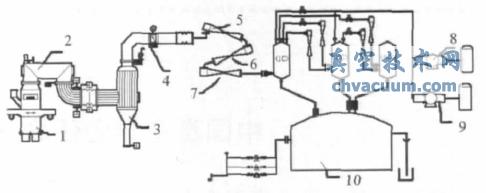
�D1 4#RH ���ϵ�y���̈D
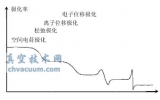
����(2) ˮ�h��ȫ���\�С�������������ϵ�y���Ӻ�ˮ�h���_ʼ�������A������c֮���B��1C��2C ��������u����ա���䓰��_܇���_��䓰��������������y���_���ډ��������£�̎���ۃȏU���M��1C��2C��ͬ�r��ˮ������������ӣ�̎���ۃȿ՚ⱻ���ߣ������S֮���ͣ������0.13 kPa���£��ˮ�M��̎���۲��h���������^�̷֞�6���A�Σ���D2 ��ʾ��
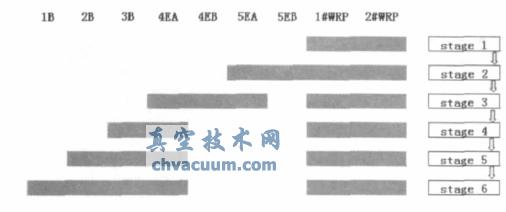
�D2 ���ϵ�y�������̈D
����(3) ������Ҫ�w�F�ڣ��ӑB�{��1B��2B��3B �����������������ϵ�yؓ�ɜp�ٺ����A���������Pϵ�����͇���ù��������������c�㶨���������ķ�ʽ��ȣ��ӑB�{�����������ķ�ʽ���`��������m�����ܣ����ܳ�ְl�]�õij��������������̎�������ԄӜpС�������������s����������“���R��С܇”�F��
����(4) ���g���£�4#RH ������“�������ɿ�”���OӋ��������ϵ�y����ձá������������������ܷ�ͨ���ȸ��M�ɲ��ֶ��M���˼��g���£�
������ ����Ç���ĩ�����S����̶�������ˇ��섂�ȣ��pС��ӣ���ֹ�����_���Լ����취�m��˨�Ʉ�й¶����;
������1B��2B��3B �ÃȲ����ϸ��M����������;
������ ������������ò��P䓲��ϡ��������OӋ��ʹ�Ç��ܾ���ʹ�É������L;
������ �Ś���O�Ú�Ļ���Ž^�������ȷeˮ;
������ RH �ܷ�ͨ�����M��픘������r������й�⣬�տs���ܷ�ͨ���ȣ����_��픘����ճ�Y����䓽��|��ʹ�É����L���p�����O��S�o����
2��4#RH ���ϵ�y���v����Ҫ���}
2.1����ճ��ϵ�y
����(1)1B �_���r�g�^�L��4#RH Ͷ�a��1B �_���r�gһ�ȳ��^6 min����ձ����ӕr�� ��ղۃȉ������F������5EA��5EB ���_��һ�Εr�g�ȣ����H���ܳ�⣬�����ɞ������ʹ���M����ղۃ��ƉăȲ���յ�ͨ������ղۃȕ����F�̕r�g�ď͉���
����(2)ǰ����չ�·�e�Һܵ�©�⣬RH ����Ȼ�ij��m��������ձõij��������£��ۉm����չ�·�w�ƣ���1B ��2B����2B ��3B……�����������ښ����^�龏���ď���̎���e���ۉm����֮̎���_ˢ�ܱڣ������ǹ�·���^����ĥ�p��׃���ף��ɞ����ϵ�y��©���c���Ɖ���նȡ���ǰ����չ�·���e�����ĵط���1B ���^���ۉm�_ˢ����ص���3B ���ڣ��ۉm������1C ����ĥ����
����(3)ĩ����չ�·����������Д��y�������ۉm�w�Ƶ������ĩ����ձã��c�������܇����������������Ś�ڏ��^�Ț�������̎�����ˮ��������������4EA��4EB ����ں�ˮ�h���c1C ���������B��·�ď���̎��������u���e���ٷe���ࡣ��·��ͨ��e�pС��������·���ö���֮��߀���Ɖ���������Д��y�T�S�У������y�T���������Ƽs��ĩ����ձó�������İl�]��
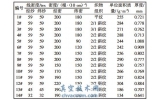
����(4)��նȜy��ʧ�棬��ն��Ƿ�ӳ���ϵ�y������B����Ҫ��������նȜy�����ʮ�־��_����������Ҫ��̎����䓷N������H��N ��ұ��Ԫ�غ���Ҫ��������1 ر����̎����RH ������ˇҪ��y���`���횱M����С��
������նȜy����·�L�����ҹ�·�Qֱ�����e�ҡ��͉��r������С���y�ڌ���·�e�Ҵ�ɢ�������£���չ�·�������c��·ֱ�����L�ȵȅ������Pϵ�飺U=1.34×103 d4 P/L���܃ȷe�Һ���ͨ��e�pС����·������4 �η��Pϵ�J�p�������҉m������նȜy����·�����^��նȜy���Y��ʧ�档
������նȜy������չ�·й¶�dz����У��B���c�ܷⲻ���a�����pй¶Ҳ��������նȜy���������ʡ�С��й¶�c�����y�ڰl�F���o���ϵ�y�����Ų��������y�ȡ�
2.2����ռ���ϵ�y
�����ϲ��ܷ��y���²��ܷ��y��ʹ�ÿɝM��RH̎��r�B�m���ϵ�Ҫ�Ͻ�ԭ����̼�ۡ��i���w����С����RH �B�m���ϕr�����ĺϽ������·���ߣ����������·�������ܛ_���ď��^�;����yĥ�p����ɹ�·©�⣬�Ɖ���նȡ����ȱ��F������ռ��ς}����ն��½�����������²��������ؕr�²��ܷ��y���_����횶����Ś���ܼ��ϡ�
������ռ��ϵ���һ�����c�ǺϽ��r�塣�Ͻ��r����ӽ���ղۣ��L�ڵĸߜغ濾�������������أ��ϙCʹ�ÃH�ܾS��һ�����ڣ��z���^���l�����Ͻ��r����p�Ͻ�ԭ��Ͷ�ϕr�Л_����ղ��ͲĵĿ����ԣ�����ɇ��صİ�ȫ�[����
3����ȡ�Ĵ�ʩ
3.1�������������s����ձ��_���r�g
����5EA��5EB �_�������1B ���_���r�g�^�L��ֱ��ԭ��5EA��5EB ��ˮ�h�ó�ⲻͬ�������Ӻ����R�ϳ�⣬�������������������������������_ʼ����ա������������y��늄��y���_�P��������5EA��5EB ��������������Ҫ�ĕr�g�L��������������֮ǰ���������������һ�N�U���M�����ϵ�y�����һ�Εr�g�ď͉�����K����1B �_���r�g�^�L��
�����҂��ڲ���IJ����зe����һ�N�s��1B ���_���r�g�ķ��������A��պ����̎��ģʽ�£��A�ȴ��_�������y����5EA��5EB �������������������������ن���5EA��5EB�����F�˺�ˮ�h�õ�ͬ����⡣�ɴˣ��Ž^����ճ����ڳ��F�ď͉���1B �_���r�g���s�̣�ȡ�÷dz��õ�Ч����
3.2��ᘌ���ճ��ϵ�y��ȡ�Ĵ�ʩ
�������ϵ�y��·���^���սǷe�ҷe��ĬF���Ƽs�����ϵ�y���ܵİl�]���ڲ���Č��`�У��҂���������һ��“��”“��”�Y�ϵ��k�����҂�������ìF�п��^�l�����ڲ���׃����ˮ�������ͱ������̎���S�ɵėl���£��P�]��ͨˮ�����_1C ������ˮ���ۉm�M��1C ��Ѹ�ٱ�����ˮ���ߣ���ֹ�˷ۉm��ĩ����·�w�ƣ�ȡ���˷dz������“���m”Ч�����ĸ����϶Ž^�˹�·����������Д��y�T�����ȹ��ϡ�ͬ�r��������ǰ����·1B���^���������e�ң����������Ż����ڿs�̞�һ�ܣ�ǰ����·�e�Һ�ĥ�p����r���˺ܴ���ơ�
3.3��ᘌ���ռ���ϵ�y��ȡ�Ĵ�ʩ
����(1)�Ͻ��r��һ�Ƚ������p��ԭ����������ղۃȸߜغ濾���l����׃��������ͬ�r�����^���кϽ����r��ě_��Ҳ���s���˺Ͻ��r��ĉ�����ᘌ��Ͻ��r�冖�}���҂���ȡ�Ĵ�ʩ�У�
����(a)���M���|���x��1Cr18Ni9Ti������r����͟���;
����(b)���M����������ÿ���M����ղۺ濾����䓕r���P�]�Ͻ��y�������ղۃ�δȼ����ȫ������͟�������ƉĺϽ��r��;
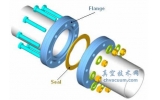
����(c)�ںϽ��r��������Ӛ�Ļ���o���ͽ������²��ۭh�����w�ںϽ��r�����ʼ�K���ߵ��⣬�γɚ�Ļ����D3 ��ʾ�����^����ĸ��M���Ͻ��r�屣�oЧ��ʮ�����@���r��һ�Ή��������4 �����M���ˬF��Ҫ��
����(2)���ӷۉm�^�V�����p��С�w���Ͻ�ԭ�ό������y��ĥ�p���ھ����y������ς}֮�g�O�����L���m�����^�V����ς}�����r�������^���w����̼�ۡ��i�ͷۉm�����־�����·�ĝ������p�������y�y��;�����·ĥ�p�ٶȡ�ͬ�r���Ӻ�����ܹܱڣ����ƺϽ������·���������@���ͣ�Ч��ʮ�����@��
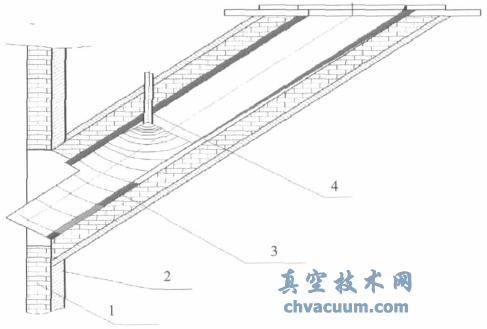
�D3 �Ͻ��r����w���߱��oʾ��D
4�����g����
�������ͱø����nj�����������ل���RH ���g��һ�γɹ��䷶��ԭ�з���ϵ�yͨ�^ˮ���ͻ�����ˮ�أ�ѭ�h��������ˮ�����ͱø����Ŀ���nj��F����ˮ������������������ˮ�ء����ͱø���ľ��w��ʩ���ڷ��ͱó��ڹ�·“�ظ�ȡ��”���ڟᾮ���������_��������ԭ���ͱ�ϵ�y��·�^�ͶΣ�ԭ���ͱ��P�]���������Ȳ�ˮ�ݸ��ڷ��ͱù�·ˮ�ݣ�����ˮ�ݲ����������������������ˮԴԴ�����ֱ���ɟᾮ����ˮ�أ��o횷��ͱá����ͱõĸ���ɹ�����ÿ�깝�s��������ܣ��������@�Ľ���Ч�档���ͱø���Ҳ����RH�OӋ���O�ṩһ�N��˼·��
5���Y�Z
����ͨ�^�����Ŭ����4#RH ���ϵ�yĿǰ�\���������錚�һ��䓵ij��m�߹������a�����˻����l������Ҳ��һЩ���}��Ȼ�]�еõ���Ч��Q������ς}��ӽo��������©�ϡ��҂����Ӹ���ӽo�������҃ɂ��ϲۓ��壬���K�b�Ͻ��Ϸdz���Ч������ՠ�B�£���Ȼ���ܱ����p�|С�w������������������ӽo�����܇���Ŀǰֻ�ܶ�����������ς}����Q���}����ΏĽY���ϸ��M����ς}��ӽo�������ص�Q��ՠ�B�¼���©�φ��}��Ȼֵ���о���
���������īI
����[1] �_����. ����OӋ�փ�.3 ��[M]. ����:�������I������2004.
����[2] ��h��. ���RH �b�似�g���ɺ���������[J]. ��䓼��g,2006,(06).