������͔Uɢ����sˮ�����ͺ��ӹ�ˇ
�������Ľ�B�˸�����͔Uɢ��һ�N���͵���sˮ���c�ñڮ��N���ٺ��ӹ�ˇ��ͨ�^���Ӳ��Ϻͺ��ӷ������ȣ����M���˴���ԇ���C���ó��˴˺��ӹ�ˇ����Ч�ʸߣ�����Ч�����ã���������������ՔUɢ����sˮ����Ó�䣬����ȬF��
����������͔Uɢ�����Á��@�ø���ջ���յ���Ҫ�O�䡣�V���������ұ����՟�̎��������Ĥ����ӹ��I�����պ��졢ԭ���ܵȹ�ˇ�I��
����������͔Uɢ�õ���s��ʽ�֞�ˮ����s�ͱP����s����Փ��ˮ����sЧ���ã��������^�����Ǹ�ˮ��Ȧ�����cˮ�׃ȱ����M�оo�ܽ��|�����H��sЧ�������룬�ڇ���ͬaƷ�]�в��ô���s��ʽ��ֻ�Ї����ٲ��֏S�Ҳ��ô���s��ʽ��
�����P����sĿǰ���ÏV������sˮ��ˮ���������Ժá���s���������ڱP���c�ñڵ��������|��С���������֮�g����䌧�����|������sЧ���
����������߱P����sЧ������ڱP�ܺͱñ�֮�g��䌧��Ч���õĽ��|��
�����ñ��ⲿ����sˮ�ܞ����~���ĈA�ܣ����~�ܵ������p�������Ժ� (����ϵ����100w/m�治�P䓞�13w/m��) �����g�ԏ��������������ѿp�������۔�ȃ��c����˷dz��m�ϱñ���sˮ��ʹ��Ҫ����sˮ���c�ñڽ��|�r�龀���|�����ܺܺõČ�������һ�˂�����һ�ˣ����ˏ��������;����ֻ�����ӂ�����e����߂���Ч�ʡ�
�����ҹ�˾��2010����ǰ��������͔Uɢ����sˮ�ܺͱñڲ����a�U�����F�����ӷ��������a���ں����^������Ҫ�����������|�����^һ�Εr�g�ñڳ��F�B��F�aƷ�|�������^����ۿۡ�
1��ԇ��^��
��������ՔUɢ�ññڵIJ��Ϟ�̼䓣��ñ����p�@����sˮ�ܲ��Ϟ����~���@�ɷN�����ں����зQ�鮐�N���ٺ��� (��c��ɫ���ٺ���) �����N���ٺ��ӱ�ͬ�N���ٺ������y�öࡣ
����1.1���������܌���
�������Ȍ��ɷN���Ӳ��������M���˷������ı�1���Կ������~���F�Č���ϵ��������Ûϵ�������c���տs�ʲ���^���ӕr����Ѹ�ُļӟ�^������ȥ��ʹĸ���c�������y���ۺ�;���ӕr���ں��p���پ����g���ڵ����c�������ں��p��s�����^���Ќ��a���^��ĺ��ӑ���������ڽ��^�Ĵ�����λ�γɟ��Ѽy;�@���~���F�����|���dz�������
��1 �~���F�������ܵı��^

����1.2�����ĵ��x��
�������ڮ��N����֮�g���ٻ��W�ɷֲ�e�ܴ��^�ɌӸ���λ�����܌����������w��������ҪӰ푡����ԣ����x�Ӳ��Ϻʹ_�����ӹ�ˇ�r���H���]���p���ٱ����ijɷֺ����ܣ�����߀Ҫ���]�^�Ɍӿ����γɵijɷֺ����ܡ�
�����~��̼䓺��Ӳ�����SG-Cu Si3���z���˺��z������~���z�����z����3%�Ĺ輰�����i�����~�����c��965~1035�棬���ӹ�ˇ���܃��������p�Cе���ȸߣ������ꮅ���^�Ɍӵ���Ҫ�ɷ֞�Cu������ϵ���ߡ�����SG-Cu Si3���z��Ҫ�������~���S�~�����~�c䓵ĺ��ӡ�
����1.3�������^��
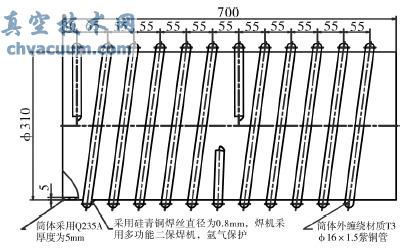
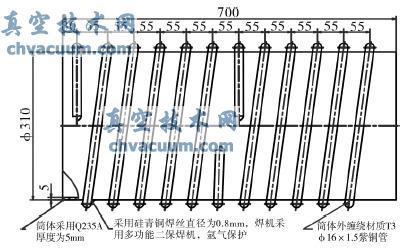
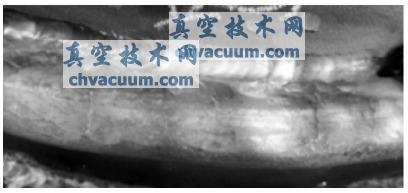
�������ȣ����ո���ՔUɢ�ò��|����s��ʽ������һ�_��Ʒ (Ҋ�D1) ����ֱُ��0.8 (mm) ��1.0 (mm) ����ͪ���z��һ������ӷ�ʽ�x����TIG��MIG�ɷN��ʽ��
�D1 ԇ�Ͳ�w
����1.3.1��TIG����ԇ�
����TIG (�u�O�廡��) ���ӷ�����Ҫ���c�ǿɺ��ӵIJ��Ϸ����V�������Π����ʽ����e�s��;���p�����������^��Ӱ푅^С������׃�μ��Ѽy�A��С�����p���ͺõȃ��c����������TIG�����M��ԇ�ĈD2���Կ������Ӻ�ĺ��p���ñں���sˮ�ܟoȱ�ݡ���TIG���Ӻ���Ч�ʲ��ߣ���ˌ�����Ч���M���˜y�㣬�������ʃH��1.6mm/S���J��˺��ӷ�ʽ���m���������a��
�D2 �����~���z����TIG����
����1.3.2��MIG����ԇ�
������TIG��һ�ӣ��������Ժ������еĽ��٣������m���ں����X���X�Ͻ��~���~�Ͻ��Լ����P䓵Ȳ��ϣ��cTIG��������������u�O���ɱ���TIG���ͣ��������aЧ�ʸߡ�
�������N���ٺ����x����m���Ӆ��������^��Ҫ�ġ������ɷN�������ԣ��x��С�����늉����������ӕr���z�����¿����ģ����C�~�Ⱥ�䓂�ĸ��ͬ�r�ۻ����p��䓂�δ�ۻ�ȱ�ݮa�������^һЩϵ�еĺ���ԇ�,
�����ĈD3���Կ��������������^�����ӽ����ۺ�Ч�����ã������ˌ�����e���Һ����ۻ���IJ��Ϟ��~����������9mm/S����TIG���ӵ�7����

�D3 ԇ�����~���z������MIG���ӷ�ʽ
����1.4���ɱ�����
�����Uɢ��ԭ�a�U���ӹ�ˇ�c�F���ӹ�ˇ�ɱ��������£�
�����ı�2��3���Կ������oՓ���Ϻ��˹��M�ö�������60%���ң�Ч���ϱ��^���^�ġ�
��2 �����M����
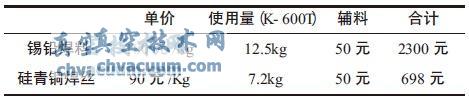
��3 �˹��M�Ì���

2��ԇ�yԇ�Y��
����2.1�����pԇ�
�������w�����ꮅ��ͨ0.3MPaˮ���z©��������10��犣������~�ܟo©ˮ�F��
�����Uɢ���ڼӟ��^���Д�ˮ20��犣����M��ͨˮ����sˮ�ܟoÓ�䣬�o©ˮ�F��
����3.2�����w����ԇ�
���������~���z���ӵij�Ʒ (Ҋ�D4) �����b���{ԇ��λ���M�����ܜyԇ�����{ԇ�^�������üt��y�x���c�y���ñں���sˮ�ܜضȣ��y���õ��Ĕ����M�з����͌��ȡ�
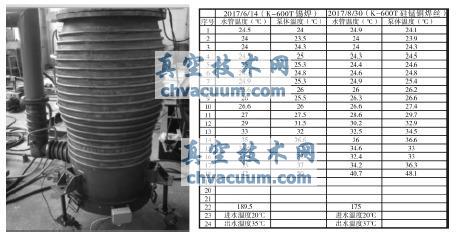
�D4 ���ӳ�Ʒ�{ԇԇ�
�����������������Կ�������sˮ�ܵ���s�ضȿ��ٵĂ��f���ñ��ϣ���sЧ���������a�U������ʽ��
3���YՓ
���������~������С����ԇ���У�����MIG����������Ч�ʸߣ��ɱ��ͣ����ͺá�������ҪһЩ���T���b�����C���ӹ��˵�ˮƽڅ��һ�¡������^���м������ӹ�ˇ�����������_�����õĺ���Ч����
�����īI
����[1]˹���b�������S.�����փԵ�һ�汱��[S]:�Cе���I���������1992.