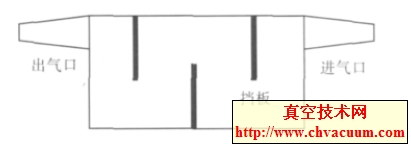
��W�ӹ�����ՊA���OӋ������
���������ڹ�W�ӹ��п��١��ɿ����b�A��WԪ�����OӋ����ՊA������ԓ��ՊA�������WԪ��׃�����M���˷��������ȣ�������W�ӹ����A�ߵ�Ҫ�����ք��o�����يA�^�Լ����y������P�Y�����OӋ����ՊA�ߣ�����������ՊA�������WԪ��׃�����M���˷�������������������Y�����M����ՊA�߽Y�������ᘌ����M�����ՊA���M���˷�����C������Y���������з��o�ӵ���ՊA�������WԪ���������׃������0.1 μm~0.32 μm ֮�g���Ǜ]�з��o�ӵ���ՊA�������WԪ���������׃������1/14��ԓ�N��ՊA�߿��ԑ����ڸ߾��ȹ�W�ӹ��С�
������ՊA�ּ��g�o��Ⱦ���ɿ�����ݵ����cʹ��ɞ�A�ֱ���⻬�������x���S����ʽ������ՊA�ߵ��_�l����ՊA�ּ��g�V�����������a��������\���C����ץȡ��������������ęCе�ӹ����ИI�������ڸ߾��șCе�ӹ��ИI����ՊA�߳ɞ�߾��șC���Ę��䡣�ڹ�W�I����ՊA��Ҳ�õ��ˏV���đ��ã����Ĥ��ՊA�ߵȡ��ڹ�W�ӹ��^���У�����b�A��WԪ������W�ӹ�������ֱ��Ӱ푡��ڹ�W�ӹ��У���WԪ���b�A��ʽ��Ҫ���zճ������צ�A�o���Լ�����������ȡ����������������b�A���g�ڹ�W�ӹ��еõ�Խ��Խ��đ��á�
1�����y�b�A��ʽ
�����zճ����ʹ���zճ�ķ�ʽ����WԪ���̶��ڹ����_�ϡ��zճ���У�ճ�z�Լ����z���E���s�����ҹ�WԪ�����ľ��c�C���D�Sͬ���{�����y�������zճ�������^�٣���Ҫ�����ڌ���ҭh������צ�b�A��������צ֧�λ��߹̶���WԪ������צ�b�A����WԪ�������c֧�Σ��ݱ،���WԪ����ɲ����Q׃�Σ��Ķ�����WԪ������K�ӹ���������y��������Ӱ�[8]����D1 ��ʾ���������A�o�cʩ��4.5 N �ĊA�o������WԪ�����������A�o�c����׃����������λ��׃����С����WԪ���������׃�Ξ�0.11 μm��

�D1 ��צ�b�A����Ĺ�WԪ��׃��
������צ�b�Aᘌ�������ƽ��Ĺ�WԪ�����b�A׃�����y����Ҫ���s���b����ˣ���צ�b�A��Ҫ���ڴ�ڏ�ƽ���R�Ĺ�W�ӹ��У�������u����������b�A��ʽ�����
�YՓ
���������OӋ���ܑ����ڹ�W�ӹ�����ՊA�ߣ�����ՊA���������ն��M����У�ˣ�����ԓ��ՊA�������WԪ��׃������С�M���˷����������Y���������з��o�ӵ���ՊA�ߣ�����ն���0.24 bar��0.75 bar �r����������Ĺ�WԪ���������׃������0.1 μm��0.32 μm���Ǜ]�з��o�ӵ���ՊA�������WԪ������׃�����ļs1/14��ԓ�N��ՊA�߿��ԑ����ڸ߾��ȹ�W�ӹ��С�
�����īI
����[1] ����. ��ӽM���_��������Cе��ϵ�y�OӋ[J]. ���, 2001, (5) : 37-40.
����[2] ꐇ���, �S�ĝh, ����. �����C��������A�о�[J]. Һ���c���, 2004, (9):66-68.
����[3] κ��, �����. ��������A��ϵ�y���OӋ[J]. �Ӎ���g, 2008, 48(4): 107-109.
����[4] ÷�w. ��������A�ߵ�����Ԫ�����̓����OӋ[D].�Ͼ����|�ϴ�W, 2005, 12-55.
����[5] ������. ������A���еķǾ�������Ԫ�����������о�[D]. �Ͼ����|�ϴ�W, 2006, 15-40.
����[6] ���Ʋ�. ��ի@�ü��g���R�������c����[J]. ���,2007, 44(2):1-3.
����[7] �܇��l, ��С��, ���ų�. �Ĥ������ՊA�ߵ�����[J]. �ϲ���W�W��(���ư�), 1995, 17(1): 35-38.
����[8] ��ƽ, �, ���궬, ��. ���D֧�η�ȥ��Ԫ�����Μy���ĊA���`��[J]. ��W�W��, 2011, 31(8):2-6.