��ՊA��ϵ�y���OӋ
�����ౡ����ڼӹ���Ӱ�����ӹ����ȵ���Ҫ���}�ǹ���׃�Ρ��ڌ��H���a�^���У����˱��C�ౡ����ļӹ����ȣ�������ՊA�߁�A�o����ՊA�߿���ƽ�����ɿ��؊A�o�������Ҳ��דp������ȡ�����ı��档���ĸ������������ӹ��ౡ��������ļӹ�Ҫ����OӋ��չ����_ϵ�y����B����������Ĺ���ԭ���������˚�·�OӋ������������P���OӋ�����w��·�ĽY���OӋ��
�����S���ƌW���g�IJ���lչ���M�����մɡ���������ȷǽ��ٲ����ڬF���߿Ƽ����I�I����ʮ�֏V��������Ҫ��Խ��Խ�������y��ƽ�幤������ÙCе�A�o�������ʽ�b�A���mȻ���ÙCеʽ�A�o��A�o�ࡢ�����o���Ե�ƽ�湤���^�鳣Ҋ�����Dz������y�����Ʋ����^���s�����Ҽӹ��r�������������a��׃�Σ��Ķ���ɹ�����U�������A�o���ڴ�·���Ʋ��㣬���ҟo���A�o�o���Ե�ƽ�湤�����ڌ��H���a�У����˝M�㹤���ĸ�Ҫ��Q���ڹ������b�A���}����ռ��g�W(http://smsksx.com/)�J�������������������ʽ�ĊA�߁��b�A������
����������հl����������ձ����OӋ����ՊA���b�A�����܉�ܺõؽ�Q���ڹ���׃�Σ�ͨ�^��հl���b�Ì������c���P���|��Ŀ՚�����������յ�����ʹ�ù����ăɂ���a�����ʹ�ù����a���������P�������������A�o�����P�ρ��_���A�ֵ�Ч����
1����ՊA��ϵ�y��·���OӋ
�������ϵ�y��Ҫ�ɸ�����հl���b�÷֞���ձ�ϵ�y����հl����ϵ�y�ɷN��͡���ϵ�y������հl������
����1.1����հl����ԭ��
������հl�����Ę��ɺ�ԭ��Ҋ�D1��
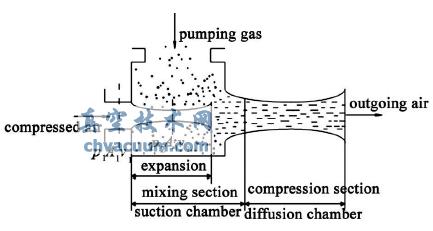
�D1 ��հl����ԭ��D
��������λ�����D���Ʉ��ܣ������ĉ����h�h���ڴ�≺���������M�������ҕr���ښ��w��ճ���Ժ͔Uɢ�F�������£�������w�c������ϲ����Q������������w�@�Ä��ܺ��S����һ���M��U���ң����ٴ��D���ɸ߉����ٚ����ų���հl������
����1.2��ϵ�y��·�OӋ
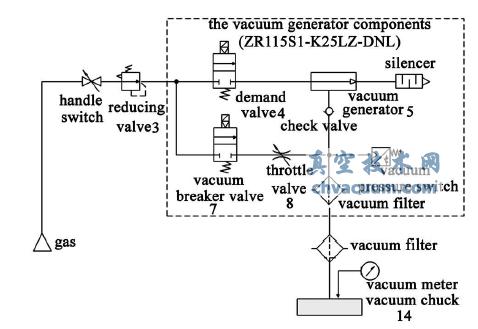
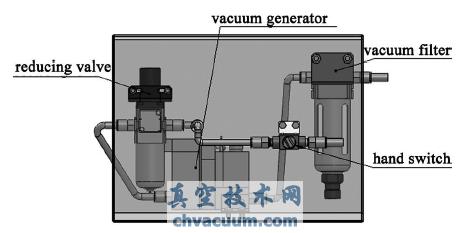
�������������·ԭ��DҊ�D2��
�������γɺܺõ����Ч�����x�����ձ�SMC��˾���a����հl�����M��(������հl�����������������^�V��������_�P�M����һ��)���cһ�����հl�����B�Ӛ�·��ȣ����ܸ�������ͬ�r������·�е�늴��y��Ԫ��Ҳ�M���˾��x�����C�˚�·Ԫ���������ܷ�Ҫ��
������ջ�·�Ĺ�����r������
�D2 ���ϵ�y��·
�����������I�������o�y4ͨ늕r�����s�՚⽛�^���^�V���Ĝp���y3�p�����M����հl����5����հl�����_ʼ������ʹ������Pǻ�Ȯa����գ��_���ܵ͵���ն���������Չ�����ʹ�ù����ɂ���a�������������������
�����������I��������Ɖ��y7ͨ늕r�����s�՚⽛����Ɖ��y7�������y8�M�����P14���Ķ��Ɖ������P�ȵ���ՠ�B��ʹ����Ó�x���P��
2��������P���OӋ
�������P�ǹ�����λ�A�o�ij��м�����D3��ʾ�����Pһ�������P��w�����P�������ܷ�Ȧ����˨�ȽM�ɡ����P���ϵ��x����ע�����P�Ĺ����h����ԓ�OӋ�е�������P�����ڳ����܌���ҵĹ����h���£����������M���L�r�g�ľ�������ӹ������Ҫ�����P����ƽ����׃�Σ�����ԓ�OӋ������ĥ����׃�Ρ������p��Ӳ�X�Ͻ���ϡ�
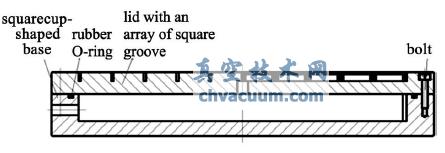
�D3 ������P�Y���D
4�����Ԫ���Ӿ��D
������հl�����������ɼ���ʽ�ģ������Ҫ�ӹܵĚ��Ԫ��ֻ�ж�λ�ք��_�P�����^�V���p���y����հl����������^�V�����Ӿ�ʾ��D��D8��ʾ��
�D8 ���Ԫ���Ӿ��D
�����ӹ��^������Ҫע�����헣�
����(1)���^�V���p���y������^�V�����b�rҪ��ֱ���ã����ܵ��á�
����(2)�^�V���ɶˉ�������0.02MPa�r���Vо��ж����ϴ����Q��
5���Y���Z
��������ՊA�߾���һ����ͨ���ԣ����H�m���ڲ���������ӹ���Ҳ�m�������ϡ����z�����ķ��ȱ�����ϵ�����ӹ���ͬ�rҲ������ĥ��ĥ�������ű������(�粻�P�)��ԓ�A�߲������㣬��׃��λԪ����ǻ�Y�������Լӹ����α������������һ�����ƏV���x�����`�C��������ԓ��������A�߸�����������������Ч������˼ӹ��|���c���aЧ�ʡ�