�X����̎����ˇ���c�M������˻�t���x��
�X��һ�N��չ�ԘO�ѵĽ���,���^�����܈���Ͼ�����܈����߅���˻���Ƴɺ�ȵ���0.2 mm �X����Ʒ���X����ȿɵ���0.004mm,���ȿ��_2m,�폽��1.5m���ҡ������Ì����Լ������,�ڌ����Լ���ݗ�䷽����F����,�����������������|����늼��tˎ���㟟���b����b���ИI�V�����á�
�X����ɾ���؛,���Ͻ���܈���Ͼ��ȹ����,����M��ܛ���˻�̎��,�����������^���Юa���đ���,�������r���g�Ժ;�����,�����_��r����ƫ�ʡ��X���������^����,��ˇ�ϲ���ȫ�͝������o,��Ʒ�������Ї�����ơ�������˻�����Ó֬����������,��ȥ��������֬,��˿��@����߮aƷ�|����
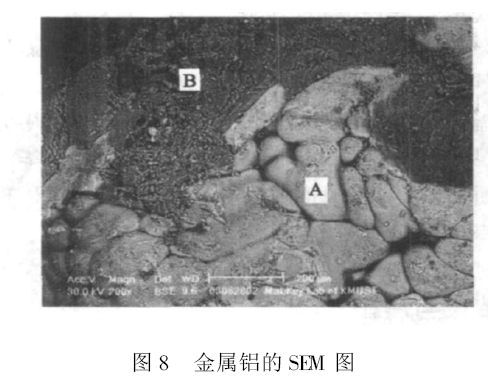
�X�c�����ИO�ߵĻ��W�H����,���Ҝ������γ����ܵ�Al2O3���oĤ,�������ɷ����и�����ЃH��0.5%����,�濾��ɵ���0.1%��0.01%,��˿���Ч��ֹ����Ĥ�������ɡ�ͬ�r,����ՠt��̎��,�ܵõ���������,�Ҡt�ؼӟ����,����׃��С,���ܟo��Ⱦ�ȃ��c,�e��һЩ����ٵğ�̎���Ȟ��m�á�����X����������˻�Ȳ���������̎�������������@���ݡ�
�����X����̎����ˇ���c�M�Рt���x��
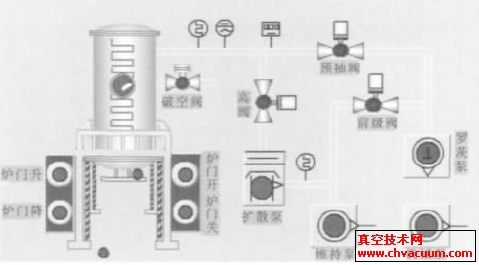
�����X���dzɾ���B,���̎��Ҫ�����ӟ�,������s���X�����c��660.24��,����Ûϵ��(20��100��)��23.8×10-6/K�������X�������c�IJ��ز��Ԝp�ٟᑪ���ɞ��̎�����P�I����ռӟ�������ؾ������ܟ���ᑪ��С�����c����ՠ�B��, ����H��ݗ�䷽ʽ����,����˹�ٷ�-����Ɲ������:

ݗ����������c�^���ض��Ĵη�������,���Լӟ�����ٶ���,�����ڵ͜�,�ӟ�����ٶȸ���,�M�ܠt�ӱ������غܿ�,�����ӟṤ����Ȼ���ؾ���,ͬ�r������ͬ��λ�ܟ���ز��,����������IJ��ز�Ҳ��,�ӟ�׃������ͨ����Ա��o���w�M�Ќ����ӟ�r,���w�������������ӟ�,���ӟṤ��������IJ��Ĝز����@�p��,�ضȷֲ�Ҳ�õ�����,ͬ�r��������ȵ�����Ҳ�s���˼ӟ�r�g��
���,���ö��Ԛ��w�����ӟጦ�p��׃����ʮ��������ͬ��,�ڼӟᱣ�ؽY�������s�A��,�ރ�������Ԛ��w��������,���⏊��ͨ�L��s,������׃�������s����s�r�gҲʮ���@�����Ŀ���׃��������,������Ãȟ�ʽ��ՠt,���������ӟ��������c�h�x�ӟ����ı��̎�ضȲ�^��,׃��Ҳ���������ʽ��ՠt,�b�t���Ӵ�,���ö��Ԛ��wͨ�^�{�y�M�Рt�ȉ����㶨�{��,�ڹ��w���γ��������o���,ͨ�^�����L�C��Ͳ�w�c������֮�g�γɚ��w����ѭ�h�ӟ�,���Ա��C������Ҫ��,�������X�������c�IJ��Ĝز�������X���˻�ض��^��( �s��280�桫300������),���,�������ʽ��ՠt�^���m�ˡ�