ˮ���Դ����|(zh��)�ڬF(xi��n)����̎���еđ�(y��ng)���о�
����ߙC(j��)е�a(ch��n)Ʒ��ʹ�����ܼ���������ְl(f��)�]���ٲ��ϵĝ������ܣ��˂�������(du��)�C(j��)е�㲿���M(j��n)�П�̎������������ǟ�̎��������Ĺ�ˇ֮һ����ˣ�����|(zh��)���ͳɞ鱣�C�C(j��)е�a(ch��n)Ʒ�|(zh��)�����P(gu��n)�I�������C����|(zh��)�����P(gu��n)�I��ȡ�Q�ڴ����|(zh��)(��s�ٶ�)��
���y(t��ng)��̎��ͨ�����õĴ����|(zh��)��ˮ���ͣ��ʹ���Ҫ���ڴ��уA���^��Ĺ���䓡��ߺϽ�䓼��еͺϽ�Y(ji��)��(g��u)䓵ȣ������͵���s�ٶ��^������(j��ng)�����F(xi��n)���Ӳ�Ȳ�����Ӳ������_(d��)�����A(y��)��Ҫ��ȬF(xi��n)��ˮ����s�ٶ��^�죬�ֳ���������ɴ���׃Ť������������_(k��i)��ʹ������(b��o)�U��ͬ�r(sh��)�����ڴ���^(gu��)�����������a(ch��n)���Ě��ݣ���ʹ����������s���������F(xi��n)ܛ�c(di��n)���ʹ��ǟ�̎����ˇ��ɭh(hu��n)����Ⱦ����Ҫ����֮һ��������y(t��ng)��̎����Ⱦ�ǔ[�ڟ�̎����������ǰ��һ�(xi��ng)��Ҫ�n�}����ˣ���(du��)��ϵ�y(t��ng)��ȫ����J(r��n)�R(sh��)���о�����ȡ��Ч��ʩ�M(j��n)�ж��ƣ���(du��)��߬F(xi��n)����̎����ˇˮƽ�����Ʋ����߹����h(hu��n)������ֹ��Ⱦ����(ji��)����Ч���ЬF(xi��n)��(sh��)�����h(yu��n)����Ҫ���x��ˮ���Դ����|(zh��)��s�ٶȽ����ͺ��}ˮ֮�g�����˷���ˮ���͵������ˣ�ͬ�r(sh��)�������(y��u)�c(di��n)�ǟo(w��)�����o(w��)�к����w���o(w��)���(z��i)Σ�U(xi��n)������Ⱦ�h(hu��n)�����ɱ������ȣ�����ƏV��(y��ng)�����͵�ˮ���Դ����|(zh��)���@���Ȟ���Ҫ�������H��Q�������T����(w��n)�}�����ҽ��|(zh��)��ˮ�o(w��)���ܣ�ͨ�^(gu��)�{(di��o)����ȿ��ԫ@����һ�����}ˮ����֮�g����s�ٶȣ���ˣ�����߮a(ch��n)Ʒ�|(zh��)��������ˇ�ɱ��Ͱ�ȫ��Ч���h(hu��n)����(ji��)�ܵ��T���涼�����@Ч����
1��ԇ�(y��n)�о�
1.1�������|(zh��)
ͨ�^(gu��)��(du��)��Nˮ���Դ����|(zh��)�M(j��n)�Ќ�(sh��)�(y��n)���^���ҳ�����Եă�(y��u)�c(di��n)�c���ԣ�����x��JEF�ʹ����|(zh��)�����Ĺ�(ji��)��Ч������Ӳ�Լ���(y��ng)�ò��Ϸ����V�ȃ�(y��u)�c(di��n)�Ȟ�ͻ����
1.2����̎����ˇ
���ӟ�ضȰ����y(t��ng)�ӟ�ض�Ӌ(j��)���ٽ���30��—50�棬���ؕr(sh��)�g���N���ϲ�׃��
1.3��ԇ�(y��n)����
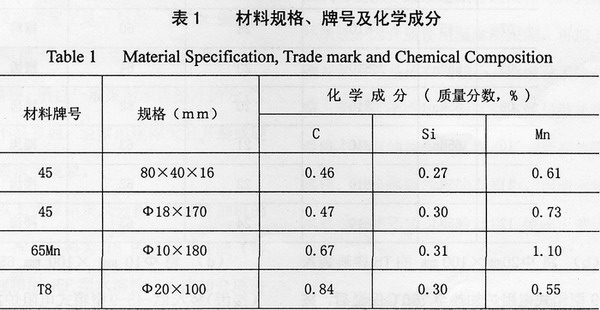
ԇ�(y��n)����Ҏ(gu��)����̖(h��o)�����W(xu��)�ɷ����1��ʾ��
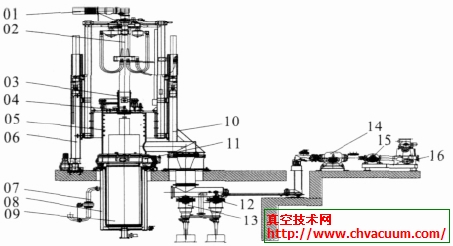
1.4��ԇ�(y��n)�O(sh��)��
ԇ�(y��n)�O(sh��)�����RX-45��RX-5�М���ʽ늠t����ƴ��ۣ�����Ҏ(gu��)���600mm×300mm×300mm��
1.5�������|(zh��)��(sh��)��
����ԇ�(y��n)�����|(zh��)������24 kg��
1.6�����|(zh��)����c��Ȝy(c��)��
�����|(zh��)�cˮ����Ȟ�3��7������3��ˮ���Դ����|(zh��)ԭҺ��7��ˮ����(du��)���|(zh��)��ȵęz�y(c��)����÷����Ӌ(j��)���ڴ��Һ���п�ֱ�ӫ@���x��(sh��)����÷�ܶȞ�7.5���粻�ڴ˷����ɼ�ԭҺ��ˮ�M(j��n)���{(di��o)����
1.7��ԇ�(y��n)�^(gu��)��
(a) ��Φ10mm×180mm��65Mn�����b��Rx-5-9����ʽ���t�ӟ���810�汣�غ����Q�ӌ�ԇ��ȡ����Ѹ�ٷ��������ƺõĴ����|(zh��)����s���������c���|(zh��)�ضȻ���һ�r(sh��)ȡ�����M(j��n)���^�졢�y(c��)ԇ��
(b) ��Φ20mm×100mm��T8�����b��Rx-5-9����ʽ���t�ӟ���790�汣�غ�(a)�IJ������E�M(j��n)�д���c�y(c��)ԇ��
(c) ��80mm×40mm×16mm�cΦ18mm×170mm��45�ԇ���ִ��b��RX-5-9����ʽ���t�ӟ���810�汣�غ�(a)�IJ������E�M(j��n)�д���c�y(c��)ԇ��
(d) ��Φ10mm×100mm 65Mn�Ĺ���(���X)�b��RX-45-9����ʽ���t�ӟ���810�汣�غ����Q�ӌ�����ȡ����Ѹ�ٷ�������|(zh��)����s���������c���|(zh��)�ضȻ���һ�r(sh��)ȡ�����M(j��n)���^�졢�y(c��)ԇ��
1.8���z�y(c��)�Y(ji��)���c����
����HR-150����ʽӲ��Ӌ(j��)���քe��(du��)���ԇ���M(j��n)������Ӳ��(HRC)�z�y(c��)��ԇ�(y��n)�IJ��ϡ���̎����ˇ���Y(ji��)��Ҋ(ji��n)��2��
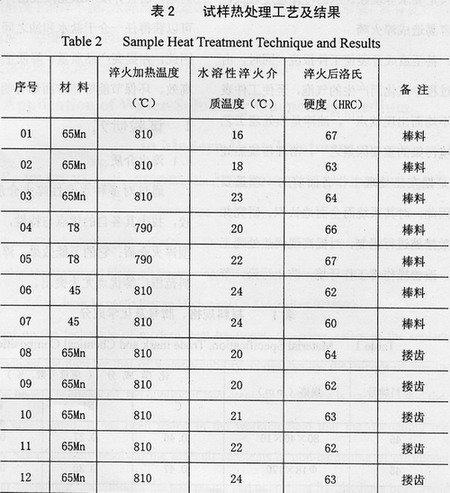
�ı�2����3����(sh��)�(y��n)�^(gu��)�̿��Կ�����
(1)���ضȽ���30��-50�����иߵ�Ӳ�ȣ�
(2)ͬһ��̖(h��o)��ȵĴ����|(zh��)�����m�ò��ϵ�Ʒ�N�࣬�����y(t��ng)(��Ҏ(gu��))��̎����ˇ����̼�(45�)�c��̼�(T8)���Ͻ�Y(ji��)��(g��u)�(65Mn)�Dz�����ͬһ�N���|(zh��)���ģ���JEF�ʹ����|(zh��)�͌�(sh��)�F(xi��n)���@һĿ�ģ���T8��e���ڽ���e�Դ�һЩ���㲿�����ʹ�Ӳ�Ȳ��㣬ˮ�����ѣ�����һ�����ˮ������ķ�ʽ���������߲������գ���(j��ng)�����F(xi��n)�����_(k��i)�ѻ�Ӳ���_(d��)����Ҫ��ȬF(xi��n)��
����(j��)���ό�(sh��)�(y��n)�Y(ji��)����������ᘌ�(du��)�����C(j��)�IJ���̥ģ���_ģ���Ϟ�T(m��n)8���M(j��n)���˂��y(t��ng)(��Ҏ(gu��))��̎������JEF��ˮ���Դ����s���|(zh��)�M(j��n)�д��ԇ�(y��n)���^���Y(ji��)�������y(t��ng)(��Ҏ(gu��))��̎��5���_ģ������2�����ϸ�ʹ�ϸ��������a(ch��n)ʹ���^(gu��)����Ҳ���F(xi��n)�_(k��i)�ш�(b��o)�U�������|(zh��)����ȫ�[��������JEF��ˮ���Դ����s���|(zh��)�M(j��n)�д��ě_ģ�����Ӳ�ȸ��_(d��)64HRC��δ���F(xi��n)�����������N���ϰ����y(t��ng)(��Ҏ(gu��))��̎����ˇ�����Y(ji��)��Ҋ(ji��n)��3��
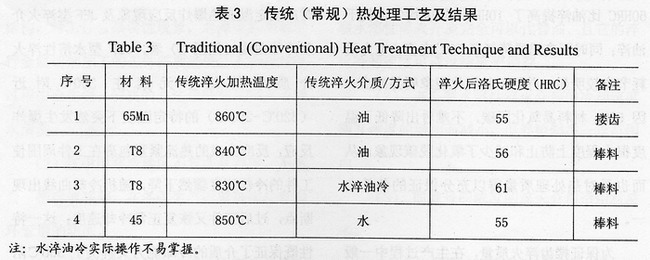
�ػ��Ͷ�����a(ch��n)Ч�����ã�Ŀǰ�������a(ch��n)���I(y��)��������ȫ�ķ��ۡ�
2�����b����
����(j��)�F(xi��n)��(ch��ng)���a(ch��n)�l���Ġ�r����Ȼ����ԭ�Ђ��y(t��ng)��̎����ˇ���̣��鹝(ji��)ʡ�_(k��i)֧����ԭ�еĴ����c��(ch��)���䣬��JEF�ʹ����|(zh��)���ܻ������(l��i)�����|(zh��)���ʸ���ԭ�е������c���ۼ�ѭ�h(hu��n)ϵ�y(t��ng)������|(zh��)ʹ�Üض������ƣ��ټ��ϴ����c��(ch��)������ԭ�е��^С�������O(sh��)����s��һ�������]ֱ����s���|(zh��)�r(sh��)���w�R�cɢ��]�l(f��)��(hu��)��ɲ���(y��ng)�еēpʧ�������O(sh��)��һ�דQ�����c��ˮ�䣬�ѓQ�������ڃ�(ch��)�����У�����ˮ�����ˮͨ�^(gu��)�Q����ݔ������s����ʹ���Һ�_(d��)������֮Ŀ�ġ�
3��ˮ���Դ����|(zh��)�đ�(y��ng)��
3.1�����X��̎��
��JEF�ʹ����|(zh��)ĸҺ900kgע������У�Ȼ���ˮ2100kgϡ�?zhu��n)����?:7�ı�������(sh��)�y(c��)��÷�ܶȞ�8.0�Ը���7.5��Ҏ(gu��)����
���X�ɲ��|(zh��)��65Mn���죬ԭ���X���ʹ��ӟ�ضȞ�870�棬����ˮ���Դ����|(zh��)��ļӟ�ضȽ�����820�棬������Ӳ�Ȟ�60HRC���ʹ������10HRC��Ӳ�Ⱦ���(y��u)���ʹ㣻ͬ�r(sh��)��ߜضν�����50��֮�࣬������Ĺ�(ji��)ʡ�^���@�����ҹ��������F(xi��n)�����@�p�١���65Mn����������Ó̼�����y���������˜ضȺܴ�̶��Ϸ�ֹ�͜p��������Ó̼�F(xi��n)�Ķ�Ҳ�nj�(du��)��̎���|(zh��)�����Գ�ֱ��C�ėl��֮һ��