��ՠt���a����̼䓵Č��`����
1.ǰ��
������ՠt���a����̼䓣����y���Ƶ��^����ǰ�ڵ�Ó̼�ͺ��ڵĿ����XÓ���ͺϽ�ᘌ���l��䓏S��ՠt�����O�����ܻ���������ǰ���£�ͨ�^����Ó̼��ˇ�����^�̣����Y����̼������������ϵ���Լ��XÓ���ͺϽr���յ��ʣ�������һЩ��ʽ�����s�������̎��r�g���ӿ������a���࣬����ˮaƷ�|����
2.��ՠt���a����̼䓵Ĺ�ˇ�^��
�����D�t�^�����ˮ→�y�ض���ȡ��→�p̎��7���→�ٜy�ض���→�M��8 ��犵���Ó̼̎��→�y�ض���ȡ��→���XÓ�����Ͻ�→ѭ�h3 ��犺�→�y�ض���ȡ��→��ѭ�h5 ��犺��䓡�
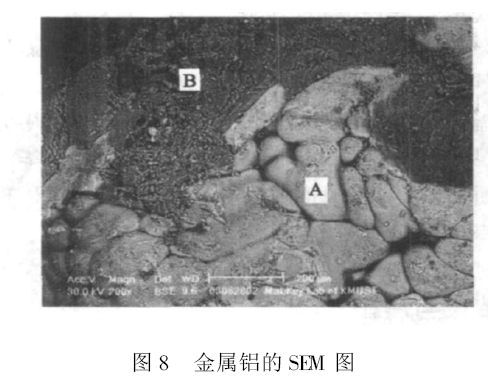
����ᘌ��@һ�^�̣��y�c������Ҫ�Ѓɂ����棬��һ�������15 ��犃Ȍ�̼Ó����ͷ������ڶ�����θ���15 ���Ó̼���������Һ�К��������������Xһ���Լӵ�λ�����ܱ��C�XÓ�������ܱ��C�X�Ͻ��@�ӣ�ұ���r�g���ܿ�����25��30���֮�g����t��Ԓ�����̎��r�g�ʹ�����L���ڳ���̼䓵����a�^���У��S��ұ���r�g�����L���Ͳ��c�Һ֮�g�Ľ��|ҲҪ�����ˮ��̼�����⣬����̼������X�ļ��������^�a����Al2O3�A�s�ܶ࣬���ԣ��X�����Խ�磬Խ������Al2O3�A�s���ϸ���Խ�����ں������IJ������aƷ�|������ߡ�
3.̼�Ŀ���
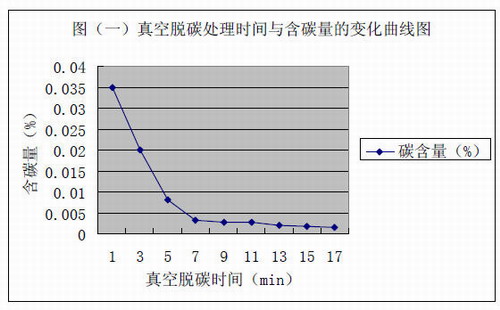
�������a����̼䓕r���D�t�ˮ�Dz����^Ó����ֱ������ՠt�M��Ó̼̎���ģ����ԣ����D�t�^�����ˮ���҂����Ҫ֪���ˮ�е�̼�����ĺ������������`��100ppm ̼��s��Ҫ150ppm ��������Ҫ��̼Ó���O�ͷ�����߀���Ҫ���C�ˮ���и����200ppm ���ϵ������������磬�D�t�ˮ̼��300ppm��Ҫ�댢̼Ó���O�ͷ�������Ҫ���������飺3×150+200��650 ppm����Ȼ������������Խ�ߣ�Խ������Ó̼�����ǣ��^�ߵĸ����������،���Ҫ������X��Ó�����@�����ԭ�����M��߀��Ӱ푵��ˮ�ļ����ȡ��D��һ���dz���̼������a�^�������Ó̼̎��r�g�c�ˮ�к�̼����׃�������D���ĈD���҂����Կ�������ǰ6 ��犵�Ó̼�^���У�̼�������Ŀ죬���S���9 ��犣�̼�ķ��Ƚ��ľ������������ܽ���15ppm ���ҡ����˱��ڷ������҂���15 ��犵�Ó̼�^�̷֞�ɂ��A��ӑՓ��ǰ6��犞��p̎������9��犞���Ó̼̎����
3.1.�p̎��
�����_ʼ�A�Σ�����̼�����������^�ߣ��������^���ң��ׇ��R�������҂�Ҫ����̼�������ٶȣ�����һЩ�¹ʵİl�����ڄ�̎��r�����������w�����O��80Nm3/h����Ҫ���Ƴ�����ٶȣ�һ����r��1000mbar����400mbar�Õr2��犣�400mbar����150mbar�Õr2��犣��ٱ���150mbar�s2��犣����������^�ߵ���r�£��p̎���Y�����ˮ�е�̼���������ܽ���30ppm���ҡ�
3.2��Ó̼̎��
�����S���ˮ��̼�����Ľ��ͣ�Ó̼����׃����̼�ĔUɢ�ɞ������ԭh����Ҫ���^�m�M��Ó̼����횲�ȡ������ʩ���˕r��Ҫ�����p̎���Y������������������Q������һ�����ˮ�и������������Ȼ�ܸߣ�����300ppm������Ҫ����������w������150Nm3/h�������_E3��E2��E1�����ã�����նȽ���1mbar���ң����C9��犵�ѭ�hÓ̼�r�g���Ɍ�̼����15ppm���ҡ��ڶ������ˮ�����������^�ͣ��ɽY�ϵ�һ��̼��������������������ʽ100ppm̼��s��Ҫ150ppm�������ټ��ϸ����200ppm�������߀��Ҫ���ӵ����������������T-COB�����M�д�����Ó̼�����a���`�������ژ�λ��4220mm��������14��16bar����������1800 Nm3/h�r��ÿ��100Nm3����r����ʹ�ˮ��������550ppm���ɴ˿���Ӌ����������w�e��