�˼�(j��)���y�y�w�T�칤ˇ��(sh��)ֵģ�M
�������y�y�w�����y�ϵĺ����㲿�������ەr(sh��)���ܸߜظ߉������Ҫ����M�����ܣ������S�пs�ס��s�ɺ͚��ȱ�ݡ���������SolidWorksܛ����(du��)���y�w�M(j��n)�Ќ�(sh��)�w���ͣ�Ȼ������JSCASTܛ����(du��)�T���M(j��n)�г��ͺ������^��ģ�M���A(y��)�y(c��)�T�������^���п��ܮa(ch��n)���ij����������F(xi��n)�������^���п��ܰl(f��)���s�ס��s��ȱ�ݵ�λ�ã�Ȼ��(du��)ģ�M�Y(ji��)���M(j��n)�й�ˇ��(y��u)����ģ�M�Y(ji��)�����������M(j��n)����T�칤ˇ�܉�?q��)��F(xi��n)ƽ��(w��n)�ij��ͣ����ͽY(ji��)�����T������λ�ز��^С;�T���܉�������̣��к��ṝ(ji��)ȫ����ʧ���s��s��ȱ��Ҳ����(y��ng)����������(sh��)�H���a(ch��n)��(du��)ģ�M�Y(ji��)���M(j��n)������Ч���(y��n)�C��
�����ڏ���1200mm�ĺ�3��(j��)���y���y�T���д����Ե��y�T�����ڵ��y�T���ߴ��^���Π��(f��)�s��������⡣�@��T����̎�ڸߜء��߉�������B(t��i)����(du��)�䏊(qi��ng)�ȡ������������ܷ���Ҫ��dz���(y��n)��������T�����a(ch��n)�Ї�(y��n)���пs�ס��s�ɺ͚��ȱ�ݵĮa(ch��n)������Ӌ(j��)��C(j��)ģ�M�c���漼�g(sh��)��(y��ng)�����T��I(y��)�У����Ђ��y(t��ng)��“ԇ�e(cu��)��”���o���ȔM�ă�(y��u)��(sh��)������ԓ���g(sh��)���T����ȱ�ݿ��������a(ch��n)ǰ����Ч�A(y��)�y(c��)������(j��)ģ�M�Y(ji��)�������g(sh��)�ˆT���Լ��r(sh��)�M(j��n)�й�ˇ���M(j��n)���Ķ����̶ȵر����T�����������^���г��F(xi��n)�Ĺ��⡢��������s��(��)�����ȱ�ݡ����^ȥ�Ď�ʮ����S���W(xu��)�ߌ�(du��)�@����Ĺ����M(j��n)����������ϵ�y(t��ng)���о������L(zh��ng)���ԁ����T���^�̵Ĕ�(sh��)ֵģ�M��Ҫ�����������^�̵�ģ�M�о��ϣ��@��ʹ�Ô�(sh��)ֵģ�Mֻ�܌�(du��)�s�ס��s�ɵ�ȱ���M(j��n)���A(y��)�y(c��)������(du��)�����^���Юa(ch��n)����ȱ�ݣ������ڜضȷֲ���������Ě��ȱ���о����١��������Ô�(sh��)ֵģ�M�c����ܛ��JSCAST��(du��)�T��y�w�ij��ͺ������^�̵ĜضȈ�(ch��ng)������(ch��ng)�M(j��n)���˔�(sh��)ֵģ�M��������(j��)ģ�M�Y(ji��)����(du��)ԭ�й�ˇ�M(j��n)���˸��M(j��n)���Ķ���Q���T���s�ס���Ć��}��
1�����y�y�wģ�Mǰ̎��
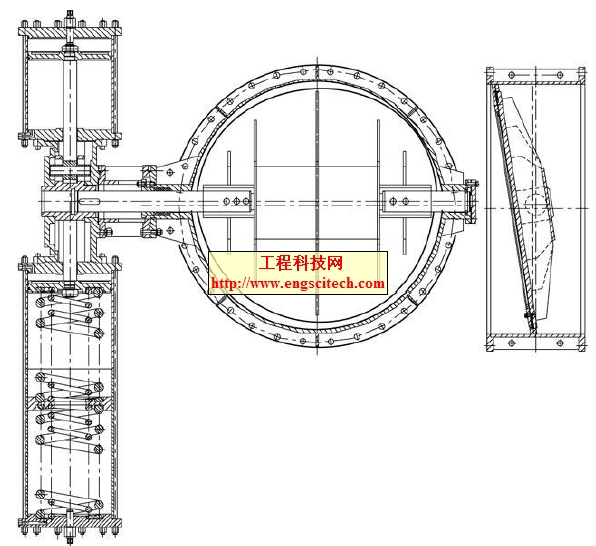
����1.1���T����(sh��)�w����
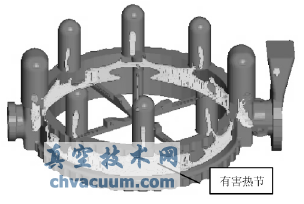
��������ʹ��3Dܛ��SolidWorks��(du��)����M(j��n)�Ќ�(sh��)�w���ͣ�Ȼ����STL��ʽ��(d��o)��JSCAST���M(j��n)���T�͵Ķ��x���W(w��ng)����ʷ֣��鱣�Cģ�M�ľ��Ⱥ�Ӌ(j��)����ٶȣ��x�õ��g�����ʷַ��������wģ��(�T�����T��)�ʷ֞鼚(x��)�W(w��ng)����������/�h���ľW(w��ng)���ķ������T�Ͳ��ֵľW(w��ng)���m��(d��ng)?sh��)ķŌ������?j��)�T���T�칤ˇ�����c(di��n)�����ÈD1��ʾ���T�칤ˇ�O(sh��)Ӌ(j��)������
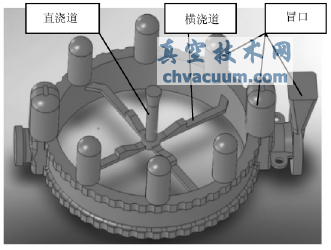
�D1 �y�wԭʼ�T�칤ˇ�D
����1.2���T��߅��l�����O(sh��)��
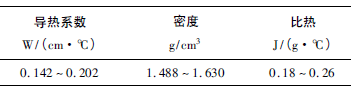
�����T�����Ϟ�00Cr25Ni7Mo4N�ƶ���00Cr25Ni7Mo4N����(j��)�p��P䓵ğ����ԅ���(sh��)���1��ʾ��
��1 00Cr25Ni7Mo4N���������܅���(sh��)
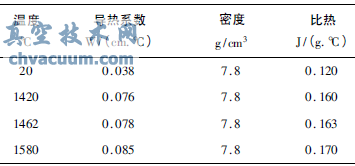
��������(j��)��(sh��)�H���a(ch��n)��(j��ng)�(y��n)�����T�Ͳ��Ϟ�A�Է�ȩ��֬ɰ��ԓɰ����ܛ�����ώ��в��]���г������Բ�����P(gu��n)�T��ɰ�͵ğ����ԅ���(sh��)�ó������2��ʾ�ğ����ԅ���(sh��)�������ք�(d��ng)ݔ��ģ�Mܛ���С��O(sh��)�ò��ϵ�߅��l�����£��T���ĝ�ע�ض�1580�棬�T�ͺ����F�ij�ʼ�ضȞ�20�棬�T�������F֮�g�Ľ���Q��ϵ��(sh��)��1500W/(m2•K)�����F���T�����T��֮�g�Ľ���Q��ϵ��(sh��)��1000W/(m2•K)��ֱ�������Ϳ՚�֮�g�ēQ��ϵ��(sh��)��650W/(m2•K)����ע�ٶȞ�68cm/s���������ٶȞ�9.8m/s2��
��2 �A�Է�ȩ��֬ɰ�ğ����ԅ���(sh��)
2��ԭʼ����ģ�M����
����2.1�������^��
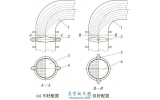
�����T���Һ�����Ă�(g��)�M��������30°������ƽ��(w��n)����䵽��ǻ�����(g��)����^�̛]�г��F(xi��n)��(y��n)�ص��w�R�����@�ĝ�����F(xi��n)�����^���У��T���ضȈ�(ch��ng)ģ�M��D2��ʾ��
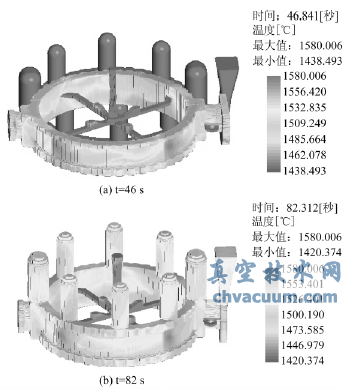
�D2 �����^�̜ضȈ�(ch��ng)ģ�M
�����ĈD2(a)�п��Կ����������r(sh��)�g��46s�r(sh��)������Һ�ѽ�(j��ng)��M����(g��)��ǻ���˕r(sh��)�T���ɶ˷��m̎�ض��_ʼ�½����s��1460�棬���T���в��^(q��)���Ԟ鼃Һ�B(t��i)���ضȴ�s������1560�档������T�����в��^(q��)��̓ɶ˴���һ��(g��)���@�Ĝزʹ������(g��)�ضȈ�(ch��ng)��������ܕ�(hu��)������(g��)����Һ�B(t��i)��׃��(ch��ng)�Юa(ch��n)�����������׃��(y��ng)�����cҺ�B(t��i)�����д��ڵĿ�϶����ã��γɸ��N���ȱ�ݏĶ�Ӱ��T�����|(zh��)��.�����Ҫ���T�����в��m��(d��ng)����һЩ�Ś�ׁ��������ȱ�ݡ�
�����S�����ij��m(x��)�M(j��n)�У��r(sh��)�g��82s�r(sh��)���T�������ֵĜض�׃���������@����D2(b)��ʾ���˕r(sh��)�����m̎�����ѽ�(j��ng)���̣��ɶ˷��m̎���F(xi��n)��Һ�����^(q��)�����T�����_ʼ���̡��ڴ˅^(q��)�������װl(f��)����������̣��п����ڳ����T���г��F(xi��n)�����㣬����ڴ˅^(q��)���(n��i)Ҫ�����O(sh��)Ӌ(j��)ð���������������F(xi��n)��
����2.2�������^��
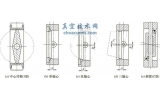
�����T�������^���й������S�r(sh��)�g׃������r��D3��ʾ��
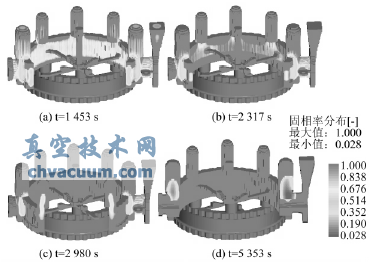
�D3 �����^�̹����ʷֲ���r
�����T��������1453s�r(sh��)���@һ�A����Ҫ�ǝ�עϵ�y(t��ng)���ɶ˷��m����̎����ǻ����߅�������̡��@Щ��λ�ڱ��^������e���^�ĈD3(b)�ɿ�������ǻ������������̣���(n��i)��߀�]����ȫ���̣������]���_(d��)����Ҫ���ð��֮�g���ͱ�������ð���·����ͱں������@һ������̵�Ҫ�ĈD3(c)���Կ������T������ð�ڃ�(n��i)���]��������������λ��������;�A����ð���c��ǻ����|�IJ�λ�γ����a(b��)�sͨ������δ���|�IJ�λ�ѽ�(j��ng)��ȫ��s���@��ð�ڲ��]�Ќ�(du��)�T����ȫ�a(b��)�s���ĈD3(d)���Կ����T��������5353s�r(sh��)��ֻʣ�E�A��ð�ڸ����]�����̣����@һ��λ��(hu��)�γɴ�ğṝ(ji��)���������Һ��������w�ܿ��ܕ�(hu��)���@һ��λ�γɿs�ס�
�����D4���������c�r(sh��)�g����(du��)��(y��ng)���P(gu��n)ϵ�D����(d��ng)�����ʼs��95%�r(sh��)�������ѽӽ�β����3190s��һ��(g��)�D(zhu��n)�ۣ���Ҫ����?y��n)鱡����ǻ�������cð��֮�gδ�γ����õ��^�ɡ�������?y��n)��a(b��)�sͨ�����£������^С�γɔ�������ð��λ�ò���������ð�ڳߴ�̫С����ɵ��a(b��)�s�����γɵġ��@����ǻ��λ�O�a(ch��n)���s�ɿs��ȱ�ݣ���Ҫͨ�^�O(sh��)Ӌ(j��)ð�ڣ������T�������ٶȁ������@Щȱ�ݣ��ԫ@�Ã�(y��u)�|(zh��)�a(ch��n)Ʒ��
3��ȱ�ݷ�������ˇ���M(j��n)
����3.1��ȱ�ݷ���
��������s���̳����^���У���(d��ng)�s����߅�Ŀ�϶�����Һ���������Ŀ՚�������̼����M�r(sh��)���@�ӵ�ȱ�ݞ��ס��T���������^���У����ڰl(f��)������������̣�Ҳ��(hu��)�a(ch��n)���ṝ(ji��)ȱ�ݡ��D5���T�������^���Пṝ(ji��)�ֲ���r���D�М\�{(l��n)ɫ�@ʾ�T��������2317s���ҕr(sh��)�γɵğṝ(ji��)���@Щ�ṝ(ji��)���γ���Ҫ��ð���a(b��)�s���x̫��;ð���a(b��)�s���x�̵�ԭ����ð���c��ǻ�]���γ��������a(b��)�sͨ���Լ��T���]���γ��������;������Ҫ���M(j��n)ð�ڲ������a(b��)�N������ð���a(b��)�s�������γ��������a(b��)�sͨ����������ǻ������s�^�죬�γ������g�sС�Ĝض��ݶȣ����g��λ�֛]�еõ��a(b��)�s���������γɴ�Ƭ�ğṝ(ji��)���@Щ��λ�γɿs�Ŀ����ԺܴE�A��ð�ڸ�������������γɴ�ğṝ(ji��)���@Щ�ṝ(ji��)�ض��^�ߣ�������̣��γɿs�Ŀ����ԘO��
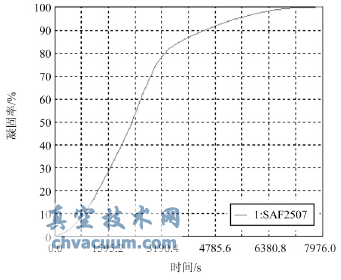
�D4 �������S�r(sh��)�g׃���D
�D5 ԭʼ��ˇ�T���ṝ(ji��)�ֲ��D
����3.2����ˇ��(y��u)��
����ᘌ�(du��)ԭʼ������ð���a(b��)�s����С���a(b��)�s���x�̵Ć��}����(y��u)������һ�мӴ���ð�ڳߴ硣������(g��)�A���α��ذ�ð�������������a(b��)�N��������a(b��)�sЧ����ͬ�r(sh��)����ʹ?ji��)�ע�r(sh��)�gͬԭ������ͬ����Ҳ�Ӵ��˙M�����ijߴ硣
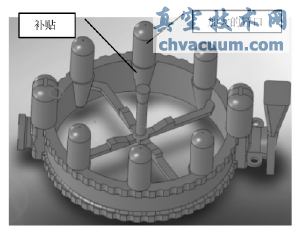
�D6 ��(y��u)������һ�T�칤ˇ�D
�����ĈD7���ͽY(ji��)���r(sh��)�ضȈ�(ch��ng)���Կ����T���Ĝضȷֲ����^�����cԭʼ����������˺ܴ�ĸ��ơ���Ҫ����?y��n)�Ӵ���ð�ڵijߴ����������������?qi��ng)��ͬ�r(sh��)�����a(b��)�N��ð�ڸ�������ǻ�ĜضȺ�ð�ڱ���һ�£��@�Ӿ͕�(hu��)ð��֮�g����ǻ��(hu��)�����̶�ð��̎�����̏Ķ��γ�������̣�ð�ڵ��a(b��)�sЧ�������@��
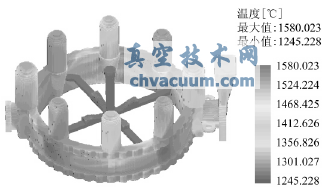
�D7 ���ͽY(ji��)���r(sh��)�ضȈ�(ch��ng)�ֲ��D
�����D8�郞(y��u)������һ�T���ṝ(ji��)�ֲ��ĽY(ji��)�����D�п��Կ�����ð��̎���Пṝ(ji��)�������ڕr(sh��)�g�^��r(sh��)�γɵğṝ(ji��)����Ҫ����?y��n)�ð��о�����̵��^�������@����Ӱ��T�����|(zh��)��������ð��֮�g�҂������\�{(l��n)ɫ�ą^(q��)��?y��n)��ڕr(sh��)�g���^��r(sh��)�a(ch��n)���ğṝ(ji��)���@Щ�ṝ(ji��)�Įa(ch��n)��������������Ԛ��wҲ�����γɿs�ף����Ա�회��@Щ�ṝ(ji��)�o���������҂������@Щ�ṝ(ji��)���¾��зֲ��������Ҫ���@Щ�ṝ(ji��)��λ�������F���Ķ��к��ṝ(ji��)ȫ���������D9����M(j��n)�������T���s���A(y��)�y(c��)�ĽY(ji��)�����D�п��Կ������c����һ�������ǻ��̎�γɵğṝ(ji��)�����϶�����ʧ��ð�ڸ����ğṝ(ji��)�����a(b��)�N�У��E�A��ð�ڸ����ğṝ(ji��)Ҳ���ƣ������@Щ�ṝ(ji��)�Ĵ��ڲ���Ӱ��T�����|(zh��)����
����3.3�����a(ch��n)�(y��n)�C
��������ԭ�T�칤ˇ���M(j��n)����T�칤ˇ�M(j��n)�����a(ch��n)�(y��n)�C�����y�w�v�����_���õ��y�w��ǻ��̎�ֲ��s�ס���ĺ��^��ò����D10��ʾ�����Կ�������ˇ���M(j��n)��(sh��)�H���a(ch��n)�Y(ji��)���cģ�M�Y(ji��)�����Ǻϡ����M(j��n)�����a(ch��n)���T����ģ�M���@ʾ���к��ṝ(ji��)̎���a(ch��n)���s�ɻ�s���ȱ�ݵõ�����Ч��������
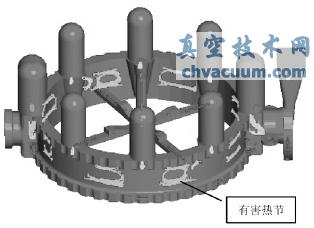
�D8 ��(y��u)������һ�T���ṝ(ji��)�ֲ��D
�D9 ��(y��u)���������T���ṝ(ji��)�ֲ��D
4���Y(ji��)Փ
����(1)ԭ�������T�����Â��y(t��ng)��עʽ��עϵ�y(t��ng)�����^��ƽ��(w��n)������(g��)��(n��i)���ڵ��ˮ���ٻ���һ�£��]�г��F(xi��n)�������ͣ�Ҳ�]�Юa(ch��n)�����������ĬF(xi��n)���T���]��������̣�����ǻ��̎�a(ch��n)���˴����ğṝ(ji��)���@Щ�ṝ(ji��)̎���������Ԛ��w���п��ܕ�(hu��)�a(ch��n)���s��ȱ�ݡ�
����(2)ͨ�^��ð���·������a(b��)�N��ģ�M�����@ʾ���ͽY(ji��)�����T������λ�ز���^С��������̵õ��˼ӏ�(qi��ng)����ǻ��̎�a(ch��n)���ğṝ(ji��)��ԭ�����p�٣����ԛ]��������ͨ�^�ھֲ��ṝ(ji��)̎�������F��������̘O�䏊(qi��ng)�ң���ǻ��̎�a(ch��n)���ğṝ(ji��)�������������s��ȱ����������
����(3)���a(ch��n)��(sh��)�(y��n)�Y(ji��)���cģ�M�Y(ji��)��������ͬ������ͨ�^����(g��)ģ�M�����ķ�����(y��u)�����T�칤ˇ�����T���ڝ�ע�ضȡ����h(hu��n)���ȱ��^����Ġ�B(t��i)�µ��T�����a(ch��n)�ṩ��һ��������(j��)��
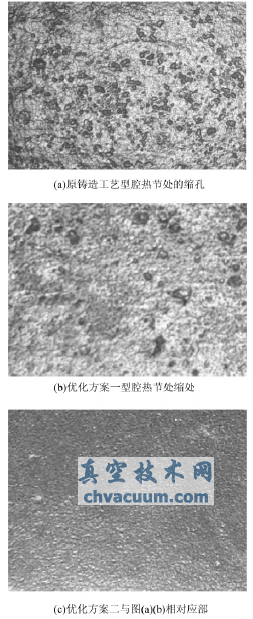
�D10 �T����ǻ̎�s�ֲ��D