��ƫ��Ӳ�ܷ���y�y�w�ļӹ���ˇ�о�
�������y���ÈA�Pʽ���]�����ͻ��D90°���ҁ��_�����P�]���{�����wͨ����һ�N�y�T�����y���H�Y�����Ρ��w�eС�������p�����Ϻ���ʡ�����b�ߴ�С������������С���������㡢Ѹ�٣�ͬ�r߀�������õ������{�����ܺ��P�]�ܷ����ԡ����y����ȫ�_���r�����^С�����裬���_���_�ȴ�s��15°��70°֮�g�r�������M���^��ʴ_�������{��������ڴ�ڏ��{���I���y�đ��÷dz��ձ顣������Ҫᘌ�����������a����ƫ��Ӳ�ܷ���y�y�w�ļӹ������M��ӑՓ��
1����ƫ�ĵ��y���ܷ�ԭ��
1.1����ƫ���ܷ���y���ܷ�ԭ��
������ƫ���ܷ���y�ܷ�Y��Ҋ�D��ʾ
��ƫ�Ľ����ܷ���y
1.2����ƫ���ܷ���y���ܷ�Y��
����1)�Y���������y��Ļ��D�����c�y���ܷ�����γ�һ��ƫ�óߴ硣a.���c�y�w���ľ��γ�һ��ƫ�óߴ�;b.�y�w�ܷ������ľ��c�y�����ľ��γ�һ���ǶȞ�β�Ľ�ƫ�á�2)�ܷ�ԭ��������ԓ�Y�����y���pƫ���ܷ���y�Ļ��A�ό��y�����ľ����c�y�w���ľ�ƫ��һ��β�ǣ����@�N�Y������ƫ�ĵ��y̎����ȫ�_����B�r�����y���ܷ�����ȫÓ�x�y���ܷ��棬�������y���ܷ����c�y���ܷ���֮�g�γ�һ���c�pƫ���ܷ�Y�����y��ͬ���g϶������β�ǵ�ƫ�ã���ʹ�L���̰돽�D�ӵ��y���С��A�ϣ��y���ܷ����D��܉�E�о��c�y���ܷ����γ�һ��Ш��θ1��θ2��ԓШ�ǵ��γɕ�ʹ�y�冢�]�r���y���ܷ����������y���ܷ���u��Ó�x�͝u�뉺�o���Ķ��ص������y�冢�]�r������ܷ⸱֮�g�ęCеĥ�p�Ͳ�����
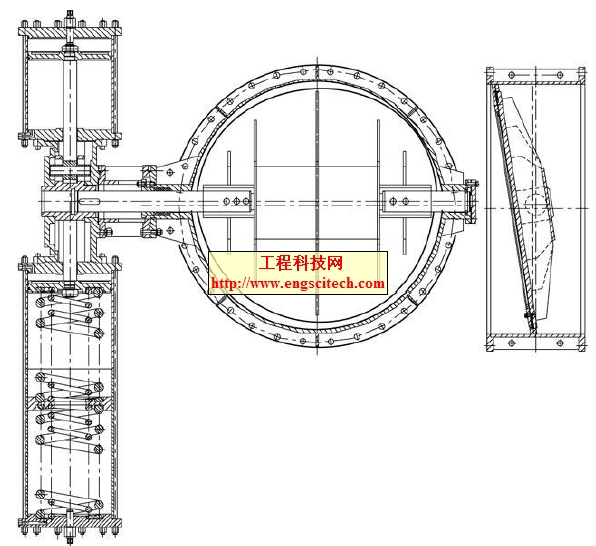
2���y�w���ܷ���ļӹ���ˇ
������ƫ�ĵ��y�ܷ⸱��������������A�Fƫ�Dһ���ĽǶ��и���ɣ���ƫ�ĵ��y���칤ˇ�ĺ��ģ�Ҳ�����y����ļӹ���ˇ�͵����ܷ�Ȧ�ļӹ���ˇ���Լ������c�y�w�����M��ˇ��
�����ӹ���ˇ�^�����£�
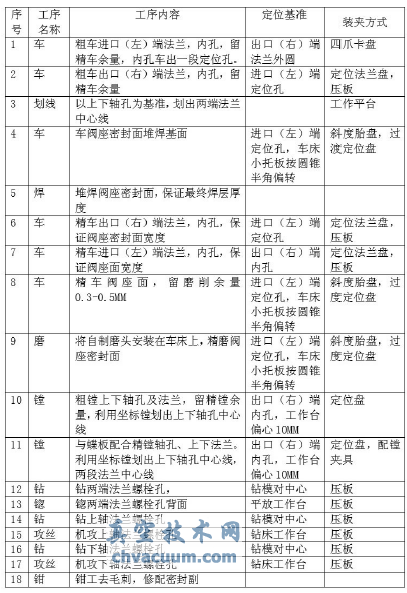
3���ӹ�ע�����
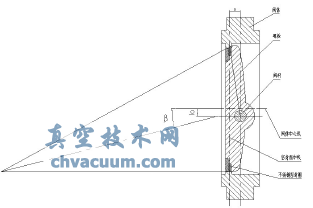
����1)�����ڼӹ��^����ʹ�ܷ����F�w�����c�C�����D�����غϣ��^�ɱP�cб��̥�P��λֹ�ڵĶ�λ�_�A�����c�y�w���b��б�ȱP�ϵĶ�λ�_�A������ƫ��Eg��
����ʽ�У�C—�^�ɱP��ȣ�mm;H—�y�w�M�ڶ˾��y�U���ĸߣ�mm;Ea—�y���ܷ������ľ��c�y�U���ĵ��S��ƫ�ģ�mm;α——�F�w�c�y�wͨ���S����ƫ�Ľǣ�(°);e—�y���ܷ������ľ��c�F�w���Ľ��c���y�wͨ�����ĵ�ƫ�ľ࣬mm��
����2)�ӹ��ܷ���A�F�r���ߵİ��b�r����Ҫ�Ć��}���������δ�������ģ�܇���ĈA�F�w�t���p������
���������A�F�w���͵�ԭ����ͨ�^�A�F�w���ĵĈA�Fĸ����ԓ��һ�lֱ���������һ���˜ʈA�F�w�x�_�S����h̎���_���������Π�������CDE����ˣ�܇�����b�ø��ڻ����������D���ġ�h���t܇����ĸ��
�����t׃�����p�������F�C�����£�
r2=x2+��h2;r2-x2=��h2;x=ytanα=��h2;r2/��h2-y2/��h2cot2α=1
�����@�����p�������̣�Ҳ�����fr��y�S����׃��Ҏ�����p������
4���Y�Z
������ƫ��Ӳ�ܷ���y�ӹ���ˇ�ĺ��Ğ�����ܷ���ĶѺ����g���Լ��ܷ���Ӳ�|�Ͻ�ļӹ����c�y��(����)����ϼӹ���ˇ��ԓƪՓ����ӑՓ�ļӹ���ˇ�����^�ҏS�L�r�g��ԇ�ѽ��_�������A�Σ�ȥ�����a��DN2800mm��ƫ��Ӳ�ܷ���y�ѽ������ں�늡���Ȼ���I�M��ߜء��߉��ȿ��̹��r��ʹ��Ҫ��һ�µõ��˿͑��^�õ��u�r��