DN50�����y���Ч������ĥ���g
������DN50�����y�����һ�N����ƽ��ʽ�ӹ������������@�N��������ͬ�r���F��һ���y���M�мӹ����������^�õ���һ���ԣ�ʹ�ӹ�������w�����|��������ƫ��õ��ܺõĸ��ƣ���Ч���^���y�ֹ���ʽ�кܴ����ߡ�
������ߴ����y�V��������ˮ�������������������܃x�����I�����y�Y�������P�I�IJ����ǽ�������ĥ�Ŀ������w��������ƫ��ͱ���ֲڶȵĺÉ�ֱ��Ӱ������y���ܷ�Ч�������ڿ����y��ļӹ������y�ϲ����ֹ���ĥ���������S����ɰ�����S�������w���棬Ȼ�����w�c�y���ú��m����ĥɰ�M���ֹ����С��ֹ���ĥ���HЧ�ʵ��¶������@�õ���Ⱥͱ���ֲڶȲ��ߡ�Ŀǰ�����ڌ��wӲ�|�������w����ĥ�ӹ������g�^���죬������2�N��ʽ��һ�N�DZ����оӹ������^����͵������A��W���d��������������S�Ԅ�����C�����Լӹ�������ƫ���0.02μm������ֲڶ�Ra=0.5nm�ĸ߾��������һ�N��ĥ�P��ĥ������V�β���ĥ��ʽ���pV�β���ĥ��ʽ��ƫ��V�β���ĥ��ʽ��ͬ�S���P��ĥ��ʽ�������w��ĥ��ʽ������ʽ���w��ĥ��ʽ���ȵȡ�Ȼ�������w�����ĥ�ӹ���ʽ�����m�����p�|���ĵ��y���w��������ĥ�ӹ������S�Ԅ�����C�mȻ�ܼӹ����߾��ȵ����w�����Ǽӹ�Ч�ʵ��£��ӹ��ɱ��ߣ����m���������a����Щ���w��ӹ����O��(��V�β���ĥ��ʽ���pV�β���ĥ��ʽ��ƫ��V�β���ĥ��ʽ��ͬ�S���P��ĥ��ʽ)�����ֱ����^�ͣ����y��ӹ�����ʹ���w׃�Ρ���������ʽ���w��ĥ��ʽ���y���M����ĥ�ӹ��r���mȻ��ĥ���������{���������l�F�������wʩ�ӵ��d���Դ�͕��������w�����wֻ���ں�С�d����r�²����������D�����w����ȥ���ʵͣ�ֱ��Ӱ푼ӹ�Ч�ʡ�ᘌ���ߴ����y�ȵ�DN50�y�����ĥ�ӹ������һ�N���ͼӹ����������F�y���w����ĥ�^���й��D�ٶ��c���D�ٶȵ�������ȣ��Ķ����F���w������ĥ܉�E�ľ�����ʹ�������^���d���£����wҲ���������D��������w��ĥЧ�ʡ�
1������
����1.1�����ģ�͵Ľ���
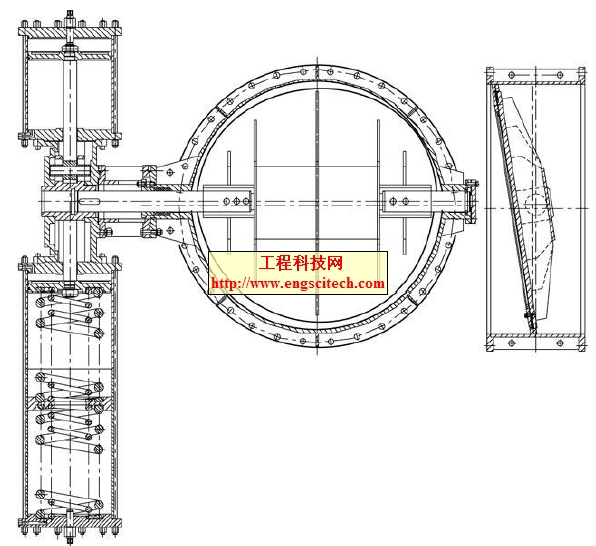
�����ˌ���b�����ڂ��yƽ����ĥ�O����A���M�и���ġ��ӹ��^�������w����ĥ�P�ͱ��ּܵĹ�ͬ�������\�ӡ�����ĥ�^�������w��2���\�ӵĺϳɣ�һ�����w����ĥ�P��Ħ��������������Ĺ��D�\��;���DZ��ּ������w�ā������u�[��
����1.2���\�ӷ���
�����y������ĥ�����^���У����\��ʾ��D��D1��ʾ���F������1���y���M�з��������еēu�[�\�ӿɺ������������K�\�ӡ�
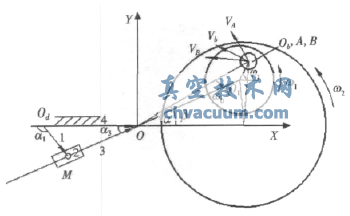
�D1 ���w�\�ӷ����D
���������c����2�P�Ľ��|�c�քeӛ��A�c��B�c�����Ğ�Ob�c������O�����������K�C���ķ��]ʸ�����̞�
�����Ï͔���ʽ��ʾ��
������ʽ(2)չ�_��������
������ʽ(2)���r�gt�����M��չ�_��������
�������ĵ�λ�÷��̞�

��������ʽ���r�gt�����ɵ����ĵ��ٶȷ���

��������̎�ٶ�ƽ�ⷽ�̞�
2�������c���
����2.1������Y��
������ĥ܉�E�Ƿ����ֱ��Ӱ���ĥ�|������ĥЧ�ʵ���ߡ�����Pro/Engineerܛ���������w�C���ĺ���ģ�ͣ������õ�ģ�͌���ADAMS����ܛ�������w��ĥ�^�����������γ���ĥ܉�E�M�з��棬��������̈DҊ�D2��ʾ��
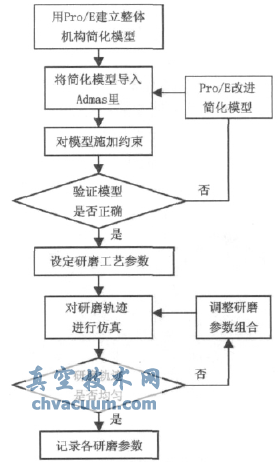
�D2 �������̈D
����������ͬ��ĥ��ˇ�����M�ϱ��^���O����������ĥ܉�E����l��Ҋ��1��ʾ��
��1 ������ĥ܉�E����l��

�����ķ���Y�����Կ�������ĥ܉�E��ȫ���w�������棬������ĥ܉�E�IJ��؏��ʺܸߣ��@�ӿ��Ա��C���w����ĥ�^���У�������ÿ�c���ܵõ���ĥ��
��������Y����D3��ʾ��
�D3 ������ĥ܉�E����D
����2.2�����Y��
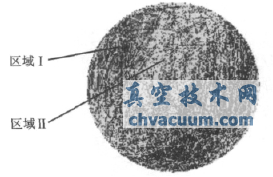
�����x����m����ĥ��ˇ��������ԓ�N�ӹ�������һ�������y���M����ĥ�ӹ����D4��ӹ�ǰ�y��ë����Ƭ�����Կ������@�ĺ��ӭh��;�D5�����ԓ�N�����ӹ�����y����Ƭ��ͨ�^�ӹ�ǰ�ȣ����Կ����������@�N����ƽ��ӹ������ӹ����Ŀ����y�������Ľӿp����ȫ��������������ʮ�ֹ��������ӹ����һ�����M�Мy��������ȵ�ƽ��ֵE(φ)=30.235μm������ֲڶ�Ra=0.8μm��
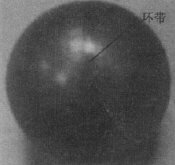
�D4 �ӹ�ǰ���w
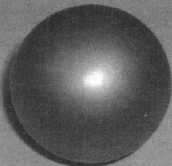
�D5 �ӹ������w
3���YՓ
����ͨ�^�����c�����Կ����ô˼ӹ�������ĥ�p�|�����y����ʹ���w����ĥ�^���Ы@�úܺõ���ĥ܉�E���M���@���^����Ⱥͱ���ִֶȵ����w�������ô˷N�����ӹ����y����Ч���^�ֹ���ĥ���˺ܴ���ߡ�