ȫ�������y�����켰�z�g����
������������S����Դ�Y������Դ�^�����c���{�����҇�ʯ�͡���Ȼ��ܾ�ȡ�����w�ٵİlչ����������|ݔһ��������������Ĺܾ����̽��O�У����_�P�{���y�T�ܶ�Dz��Ç��H�ϳ��쑪�õ�ȫ�������y�����ڇ��Ƚ�����ȫ�������y���������ܴO����Ƅ����҇�ȫ�������y���g���M����ͬ�r�����҇��Ĺ�·ϵ�y�����������Ϻͭh����Ҫ���^�ߣ����Ҳ��ȫ�������y����˸��ߵ�Ҫ��Ŀǰ�Lݔ�ܾ������y��Ҫ���ǣ����������ܷ�ɿ����Y���o���������p�����ȸߵȡ�
��������ͨ�^��ȫ�������y�������^�̼������^�̵Ľ�B�����ڞ��ИI�lչ�ṩ������
1��ȫ�������y�ĽY���͑���
�������Ľ�B��ȫ�������y�������Ά�һ���p��ʩ������ȫ�ԄӺ��ӹ�ˇ��ԓ���y�������������ܷ�ɿ����Y���o���������p�����ȸߵ����c���Ǽ��g�Ժͽ����Լ��Ĺܾ����y���V�������ڇ����⣬�������ˇ��ȹܾ��y�T��Ͳ����������ĸ�֡�
����1.1�����y�ĽY���OӋ
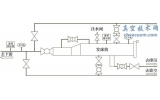
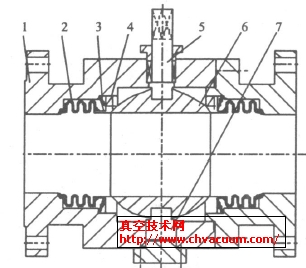
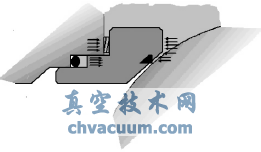
��������������ȫ�������y�Y����D1��ʾ���@�N���y�����y������ʽ���y���ą^�e���Ƿ��]���w�ķ�ʽ���ú��ӷ�ʽ������ں����^���Ѓ����r������Ҫ�����⣬���y�ڹܾ��ϵİ��bҲ�Dz��ú����B�ӵķ�ʽ��

�D1 ȫ�������y
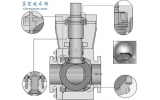
�����y���ܷ☋��һ�������ܷ⣬�����κ����ζ����ܷ⡣�y��Ƕ��Ȧ���Ѓ��������ԡ���ĥ�Ժ����õď��ԣ����и߶ȵ��ܷ����ܡ��y���Ę�����D2��ʾ��

�D2 �y������
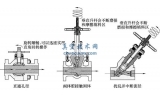
�����y�������ܷ☋���ԭ������������
����(1)�����y�����ܷ�ԭ���������ΈR�����y������D���γ��ܷ⣬��D3��ʾ���y�����܉���F�Ϟ飺

�D3 �����ܷ�ԭ��
����ʽ��p——�܃ȉ���;
����Fs——��������
����(2)�����y�����ܷ�ԭ�����y�����y�w�ȵĉ�������D���γ��ܷ⣬��D4��ʾ�����܉���F�飺
�D4 �����ܷ�ԭ��
����ʽ��p——�܃ȉ���;
����Fs——��������
�����y�U���ܷ���ÿ����D�ԏ���G-T(�������z�;��ķ���ϩ)�ܷ�Ȧ���M�����¶����ܷ⡣�����ܷ�Ȧ֮�g����ע��o���ܷ�֬�� ���Ծo���ޏ͡��y�U���ܷ�Y����D5��ʾ��
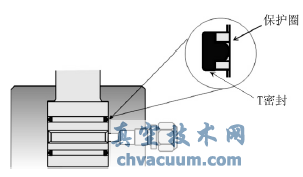
�D5 �y�U�ܷ�Y��
����1.2�����y��ʹ�ú;S�o
�����y��һ����Ҫ�o���ޏͣ�����ͨ�^�D6��ʾ�ķ�ʽ�����M���ޏͣ�������Ҫ�Ɖĺ��ӽY�����y�w�Ȳ������(���y��Ȧ��)�a�����o�ͨ�^���ɡ��|Ȧ���y�w��늡��IJ����ԽǶȿ������ж��S֧�Σ��������^С�����M�в��������S������Ħ������С�ľ��ķ���ϩ�S�С��y���鸡���y�����y������D���������������w�������f����ֵ�^С��

�D6 �y���o���ޏ�ʾ��D
�����S�o�������棬���yһ�㲻�����S�o�ͱ��B���fһ�ܷⲿλ�l��й©����ע���ܷ�֬�M�оo���ޏ͡��y�����y�U�ܷ�ľo���ޏͣ�ʹ��IKSS-3L�ܷ�֬��
2��ȫ�������y������
����2.1�����y��Ҫ�����IJ���
����(1)�y�w��Ҫʹ��呼�;
����(2)���w��Ҫʹ�ñ���̎�����呼�;
����(3)�y��Ȧʹ��18Cr-8Ni���P�呼�;
����(4)�y�U��Ҫ�M�б���̎��;
����(5)�ܷ������Ҫ�ж������z�ͭh���ȱ������z��
����2.2�����Ӳ��ϼ����ӹ�ˇ
�������y�ĺ����^��ȫ��ʹ��ȫ�ԄӺ��ӡ�
����(1)�y�w����
����GTAW(�u�O���w���o��)+SAW(��)
����(2)�y�U����
����GTAW(�u�O���w���o��)+GMAW(�ۻ��O���w���o��)
����(3)�ӹܺ���
����GTAW(�u�O���w���o��)+SAW(��)
3��ȫ�������y�ęz�y
��������ȫ�������y�İ��b��ֱ�Ӻ����ڹܾ��ϵģ��������Ҫ�M�еęz�y�ĿҲ�c��ͨ���y�кܴ�ą^�e�����^����ęz�yҪ�������ׂ����档
����3.1������ԇ�
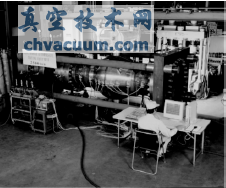
�������y�ď���ԇ�ģ�M�ܾ��ڲ�ͬ�ij����^��l���˹ܾ�������ԇ��^����D7��ʾ��

�D7 ����ԇ��^��
����ԇ����(1)�B���y�T��ʩ��4200kN·m�ď��أ��y���y�T�ܵ��đ�����(2)�ڿ՚���|���Q���������yԇ�y�T���ܷ����ܡ�(3)�y���y�T���_�����P�]Ť�ء�
����ԇ�ϸ��ж�������(1)�y�T����λ�đ����������������¡� (2) �o�ⲿй©���y��й©��(3)����Ť�؟o������
����3.2���y�T����͉��sԇ�
�����y�T����͉��sԇ��^����D8��ʾ��
�D8 �y�T����͉��sԇ��^��
����ԇ����(1)�B���y�T����ܼ��d19900kN�������͉��s����(2)ʩ��0.4��0.7MPa�Ě≺���M���ⲿй©���y��й©��Ť�y��ԇ(3)�y���y�T����ܵđ�����
����ԇ�ϸ��ж�������(1)�y�T����λ�đ����������������¡� (2)�o�ⲿй©���y��й©��(3)����Ť�؟o������
����3.3���_ˢԇ�
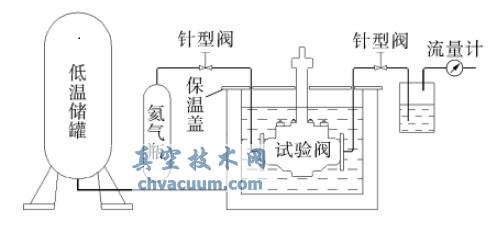
�����_ˢԇ���ģ�M�͚��\ݔ�^�̵�һ���yԇ��ԇ��^����D9��ʾ��

�D9 �_ˢԇ�F��
����ԇ����(1) �ڛ_ˢԇ��b�õ������ע�빫�Q���������ĵ��⡣(2)���_�y�T�����wͨ�^�_ˢ�y���� (3)�z���y���Пo������
����ԇ�ϸ��ж������� (1)�y��δ�l�F������(2)�y�����ܷ����ܟo������
����3.4�����ͼӉ�����ԇ�
�������ͼӉ�����ԇ���Ҫģ�M���H�����^�����y�T���\����r�������ԡ�
����ԇ����(1) �Ȍ��y�T�P�]�� ���y��ʩ�ӹ��Q���������Ě≺��Ȼ���y�Tȫ�_����˷��Ͳ������؏�200�Ρ�(2)��0.4��0.7MPa�����Q���������Ě≺�z���y���Пoй©��
����ԇ�ϸ��ж������� (1)�y��δ�l�Fй©��(2)�y�T���y���o������
����3.5���͜ط��Ͳ���ԇ�
�����͜ط��Ͳ���ԇ�ģ�M�҇������͖|���^�ڶ���ĘO����r���y�T�IJ�����r��
����ԇ����(1)�����y��s��-45�棬�؏��_�P200�Ρ� (2)�؏��_�P����0.4��0.7MPa�����Q���������≺�z���y���Пoй©��
����ԇ�ϸ��ж������� (1)�y��δ�l�Fй©��(2)�y�T���y���o������
����3.6������ҧ��ԇ�
��������ҧ��ԇ�ģ�M�͚��\ݔ�^���ЃȲ����s�����r��Ҫ�����s���M�����y�ȵ���r�£����y��������������
����ԇ����(1)����ͬĿ����ɳ�ӡ��F�P������Ƥ��100mL�����y������Ľ��|̎��(2)�M��250���_�P��(3)ÿ�_�P50�Σ���0.6MPa��7MPa�≺�z���y���Пoй©�� (4)���y����λע���ܷ�֬���M�оo���ޏ�ԇ
����ԇ�ϸ��ж�������(1)�_�P150�Σ��y���oй©�� (2)�_�P200�Σ�С��180mL/min��й©�� (3)�_�P250�Σ�С��625mL/min��й©��(4)���y����λע���ܷ�֬���y���oй©��(5)����Ť�؟o׃�ӣ�������r���á�
����3.7������ԇ�
����ԇ����(1)���y�T�P�]�����y��ǰ������1L�Į�� �ڷ��î����ʩ��7MPa�Ě≺���y�T�_��16%���Ѯ��ﴵ���y����(2)��0.6MPa��7MPa�Ě≺�£��M���y��й©ԇ
����ԇ�ϸ��ж��������y���oй©������Ť�؟o������
����3.8������ԇ�
����ģ�M���������ԇ��_�ϣ�ʹ�ò�ͬ���d�ɺͲ�ͬ�����������l�ʣ������y�M�п���ԇ�yԇ��
����ԇ����(1)�����L�U���d���ஔ�ڵػ����r�a�������������d�ɡ�(2)�y���y�T�����L�U��λ�đ�����(3)�ڈR��11.3MPa���M���ܷ�ԇ(4)�M�в���Ť��ԇ
����ԇ�ϸ��ж�������(1)����λ�đ����������������¡�(2)�y�T�oй©���o������(3)����Ť�؟o������
4���YՓ
�������Θ����ȫ�������y�����������Y���o���������p�͏��ȸߵȃ��c�������p����Ч�����y���Y�������Ƶ��ܷ����z���ϣ��܉���Ч�������ܷ�Ŀɿ��ԣ��_�����y�L�_30���ʹ�É�����ͨ�^�y�T��һϵ�Мyԇ�����Ա��C�y�T������r�µ�ʹ��Ҫ��