�߉���ڏ�ȫ�������y�ĺ��ӹ�ˇ�c����
������ҪҎ���40″-Class600��48″-Class600��48″-Class900�ĸ߉���ڏ�ȫ���ӹܾ����y����Ȼ���L�ܾ�ݔ�����е��P�I�O��֮һ��Ҫ���y�T���и��ߵĿɿ��ԡ��ܷ��Ժ͏��ȡ�ȫ���ӹܾ����y�Y����ʽ�������ԣ�ʹ�����켼�g�y�������ܴ��似�g�y����Ҫ���F�����w�c�����w�ĭh�p�����տs׃�������h�p���i���ĺ����|�����㲿���ӹ����Ⱥ�����ϡ�
1������
������ҪҎ���40″-Class600��48″-Class600��48″-Class900�ĸ߉���ڏ�ȫ���ӹܾ����y����Ȼ���L�ܾ�ݔ�����е��P�I�O��֮һ��Ҫ���y�T���и��ߵĿɿ��ԡ��ܷ��Ժ͏��ȡ�ȫ���ӹܾ����y�Y����ʽ�������ԣ�ʹ�����켼�g�y�������ܴ��似�g�y����Ҫ���F�����w�c�����w�ĭh�p�����տs׃�������h�p���i���ĺ����|�����㲿���ӹ����Ⱥ�����ϡ�
�����߉���ڏ�ȫ���ӹܾ����y����ֻ���ٔ��l�_�����������켼�g������ֻ���L����ه���M�ڡ����ˌ��Fȫ���ӹܾ����y�ć��a�����҂��e�O���c���Pԇ�������^Ŭ�����ѽ�ȡ���ˈA�M�ɹ���ͨ�^������Դ�ֵ��b����
2��ȫ���ӹܾ����y���ӵļ��g�y�c
����2.1 ���Ӽ��g�y�c
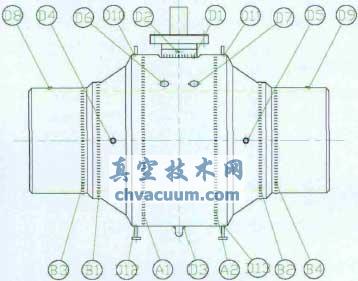
�D1 ȫ���ӹܾ����y
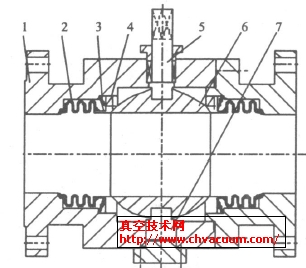
�����y�T���w�������w�ĭh�p���Ӽ����w���^�i���Ǻ��p�����ǹܾ����y���ӵļ��g�y�c����Ҫ�ǽ�Q�����տs���Ŀ��ơ��㲿���ӹ����Ⱥ�����ϵĿ��ƺͺ��p�����|���Ŀ����y�c��
����2.2 ���ӹ�ˇ�������x��
�����y�T����Ŀǰ���^���õ����ֹ�늻���(SMAW)��ˇ�����w���o��(GMAW)��ˇ�����ԄӺ�(SAW)��ˇ���҂��A�����x�ñ��^����ĺ��ӹ�ˇ���������C�Ͽ��]�c֮���ĺ��Ӳ��ϵ��Rȫ�ԡ�����늻�ȼ�������ԡ����p���ٵ������Ժ����W���ܡ�����������ˮƽҪ����Ч�ʵȷ������ء�ͨ�^�������^���J�����ԄӺ�(SAW)��ˇ�������ԝM�����y���p�ĺ���Ҫ��ͨ�^�Ԅӻ��Ɍ��F�B�m���g��غ��ӣ��˕r�h�p�ĭh��ض��������^���������܉�������y�ĺ����տs׃������
����2.3 �ܾ����y���p����ˇ
����2.3.1 ���w�c�����w�h�p����ˇ
��������ȫ���ӹܾ����y�Y����ʽ�������ԣ��h�p�����¿���ʽ�����^խ�g϶�ĺ����¿ڣ��Խ������y�h�p���۷�������ͺ��ӟ�ݔ�������Ķ��pС�h�p�ĺ��ӑ���ˮƽ�����C�h�p�ĺ����|����
����2.3.1.1 �^խ�g϶����ˇ����
�����^խ�g϶�����¿���ʽ(������խ�g϶�����¿ڣ�խ�g϶�����¿ڽǶȞ�1.5��2���^խ�g϶�����¿ڽǶȞ�5�������Ҳ�����ͨ�������O�䣬�ں��ӌ�늗U�����Ӳ��ϺͲ��������ϵĸ��M���팍�F�^խ�g϶���ĺ��ӡ��^խ�g϶����ˇ�c��ͨ������������c���ٺ����¿�խ�����p����eС����Ӻ�����ǰ�Ӻ������؏ͼӟᣬ���ˌ�ǰ�Ӻ����Ļػ����á��ں��ӟ�ݔ�����ͣ����ӽ��^�ğ�Ӱ푅^��С�����^�����W���ܵõ��˸��ƣ��e���͜؛_���g�ԡ����۷�������٣����ӽ��^�đ���ˮƽ�ͺ����տs׃�������͡�
����2.3.1.2 �^խ�g϶���Ĺ�ˇ����
����(1)����������ʽ
����ÿ���p�������^խ�ĺ����¿ڡ��������O���Ҫ��͡���ˇ���ܴ����Ƶă��c�������ڹܾ����y�h�p�����^խ�g϶�����ӹ�ˇ�У��˲���ÿ���p�����ĺ���������ʽ��
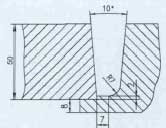
�D2 �^խ�g϶�����¿���ʽ
����(2)���zֱ������̖
�����^խ�g϶���r�����õĺ��zֱ���飺Φ1.6mm������̖�飺H10Mn2(EH14)�����z�����亸�ӟ�ݔ����һ�������14��20kJ/cm.֮�g(��Ҏ��ͨ���ĺ��ӟ�ݔ����һ����36��40kJ/cm.֮�g)����ݔ�����^�ͣ��y�w���տs׃�������Խ��͡�
����(3)����������
�������˴_�����p���ٵ����W���ܣ��e�ǵ͜؛_���g�ԣ������x��A�ȱ��^�ߵĉA�ԟ��Y�ͺ�����ͨ�^����Ó�����ܼ�����늻�ȼ�������Թ�ˇԇ��K�_���x�ÉA�Ȟ�2.5�ĺ�����SJ102(CHF102)��
����(4)�����ĺ��ӹ�ˇҎ������
�������ӹ�ˇҎ����������Ӱ푺����|�����P�I��
��1 ���ӹ�ˇ����
����2.3.2 ���w�c�^�i���Ǻ��p����ˇ
����2.3.2.1 ���ӹ�ˇ��ʽ���x��
�������Ì��ú����O�������^�i�������c��ȏ���ס�����ӌ�늗U�����^�i���ĺ����¿ڃȣ������^�i���A���\���M�������ӡ���ˇ�����ǹ������ӣ���늗U�\�ӡ����c���O���һ����Ͷ�Y�^С���O��ռ�õ����a�����^С���b����^���Ρ�
����2.3.2.2 �^�i���Ǻ��p�Ԅ�����ˇ����
�������ú����O����Ҫ���b�վ偠t�ИI��Сֱ��������(≤20mm)�����Ǻ��p����ˇ���õijɹ�������ļ��g���������^�i��ֱ�����ں��^��r���҂��������늗U����һ���Ƕȣ���늗U�����뵽�Ǻ��p�ĺ����¿ڃȣ���M��Ǻ��p����ˇ����Ҫ���Ǻ��p�����x�ú��z��������̖�c�h�p��ͬ�����Q�ļ��g�y�c���Ǻ��p�ĺ����¿���ʽ�ͺ������ŵ���ʽ��
����(1)�����¿���ʽ
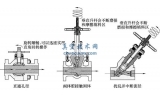
�������]�����ӕr���۷���������������ü����p�����ĺ����|�����x�õ��ǎ��i���¿���ʽ(��D3��ʾ)��ԓ�¿ڵĺ��ӹ������e�������պ���Ҫ�c�����Ӽ��ɺ��¿ڽǶ���45°�pС��40°�����w��ԭ��ˮƽ�Ğ�ˮƽ����20mm��������N20���Ƕȵĵ��¿�(�ĺ���¿���ʽ��D4��ʾ)���¿���ǰ��ĺ��z������ԭ120kg�p�ٵ�20kg����s�p����60%���ϵĺ��ӹ�������
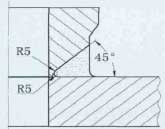
�D3 �^�i���Ǻ��p�¿���ʽ
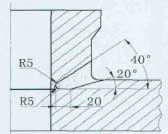
�D4 ���M����^�i���Ǻ��p�¿���ʽ
3�������O��ļ��g����
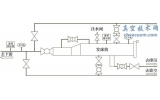
��������ȫ���ӹܾ����y��Ҏ������������˺��әC�ܵ���ʽ���L݆�ܵ���ʽ�������O��ĸ�헼��g������ʹ�����O�����܉�M����NҎ�����y�h�p���^�i���Ǻ��p�ĺ�����Ҫ��
�����h�p�����O��ļ��g�������ٺ����ԴҪ���܉��m�ϼ��z(Φ1.6mm)��ƽ�������������ͽz��
�������ں����Դ���d�ʞ�100%�����������100��500A�ķ����ȟo���B�m���{��
�����ۺ���늉���25��35V�ķ����ȟo���B�m���{��
�����ܲ��Ì��õĺ��ӌ�늗U�����ӌ���켰�����϶�����늗U�ں����^���е��ϡ��¡����ҵ��{����ʹ����Ѹ�ٵ��_����λ�á�
�����ݺ��ӝL݆�������飺20T��60T�����D���ٶ�Ҫ����100��400mm/min�ķ����ȟo���B�m���{���D��ƽ����
4�����ӹ�ˇ��Cԇ���ӹ�ˇ�u��ԇ�
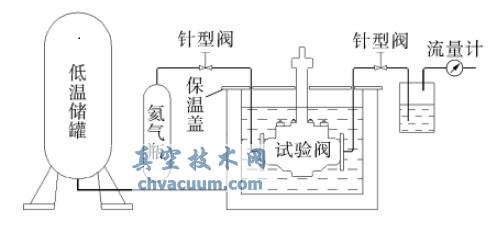
��������ȫ���ӹܾ����y���w�c�����w�h�p�IJ��ϡ�Ҏ���gҪ���҂�ģ�M���y���w�c�����w�h�p�M�й�ˇ����Cԇ��ˇ�u��ԇ�����ԝM������ASMEҎ��������JB4708���ӹ�ˇ�u���˜ʡ�ԇ���Ͳ�w�����x��ASTMA-350LF2���ϡ����ӹ�ˇ�u��ԇ�����W����ԇ��Ŀ��������0���-46��ĵ͜؛_���g�ԵĿ��ˡ�
������ǰ�ڌ�ȫ���ӹܾ����y�h�p���ӵĿ����Է����J�C���ʂ乤�����^��֣������ñ��^�أ����Թ�ˇ��C��ԇ��ˇ�u��ԇ��ȡ�óɹ����_�����A�ڵ�Ŀ�ˣ���������a�ṩ�������ı��ϡ�
5��ȫ���ӹܾ����y���a
����������ȫ���ӹܾ����y���a�r���h�p���ӵĺ��Ӆ������Ƶñ��^���h�p���Ӻ���y�w�����տs��������������һ���ķ����ȣ��������y���Ӻ���_���������ã�����ԇ���oй©�ĬF�����y�h�p������(UT)�o�p̽���z�����|�����ã����p�|���ĺϸ��ʞ�100%��
��������ȫ���Ӵ�ڏ��ܾ����y�ĽY�����x�õIJ��ϼ�����|ݔ��������ȫ���Ӵ�ڏ��ܾ����yԇ�Ƽ��gҎ��������y���p�ĺ���Ҫ���OӋ�˹ܾ����y�ĺ��ӹ�ˇ��
�����亸�p�ĺ��ӹ�ˇ��Ҫ������ˇ���������o���ֹ��廡����ˇ�����w���ӹ�ˇ�OӋ���£�
���������w�c�����w�h�p����������ˇ��
�����������w�c�^�ɶεĭh�p����������ˇ���¿���ʽ�c���w�c�����w�h�p��ͬ���h�p���Ӻ���Ãȱڃ��M�ļӹ���ʽ���ӹ����D��Ҏ��֮�ߴ硣
�������^�ɶ��c��ܵĭh�p�������ֹ��廡����ף�����ˇ��
���������w�c�^�i���Ǻ��p�����ýǺ��p���ú����O���M�������ӡ��¿���ʽ����������_45�����i�Ć�V���¿ڡ����Ӻ���Ãȱڃ��M�ļӹ���ʽ���ӹ����D��Ҏ��֮�ߴ硣
���������������ܽǺ��p�������ֹ��廡���ĺ��ӹ�ˇ��
������֧�����������ĽǺ��p�������ֹ�늻����ĺ��ӹ�ˇ��
6��ȫ���Ӵ�ڏ��ܾ����y���ӹ�ˇ�u��
�����������ӹ�ˇ�����OӋ��������ASMEҎ��������JB4708���ӹ�ˇ�u���˜ʵ�Ҫ���ڹܾ����y���aǰ���҂����M����11헺��ӹ�ˇ�u��(���ӹ�ˇ�u���Ŀ���x�õĺ��Ӳ��ϵ�Ҋ��2)�����ӹ�ˇ�u���ĺ��ӽ��^�����W����ԇ��Ŀ���e�ǵ͜؛_���g��ԇ��Ŀ��������ASTM���Ϙ˜�Ҏ����ԇ�ض��M�С�
��2 ���ӹ�ˇ�u���Ŀ

7��ȫ���Ӵ�ڏ��ܾ����y�ĺ���
�������˝M������|ݔ��������ȫ���Ӵ�ڏ��ܾ����yԇ�Ƽ��gҎ�����Ҫ�_�����y�������|�����҂������˺��ӹ�ˇһ�[����Ҏ�������y�����p�ĺ��ӹ�ˇ�����Ӳ��ϡ�����A��ضȡ���ߌ��g�ضȺͺ��p�ĺ����̎���ƶȼ���̎��ǰ��ğo�p̽���z���������������y���aԇ�ƹ����Ї���һ�[����Ҫ���M�С�
8���YՓ
����ͨ�^ԇ���a��������ȫ���Ӵ�ڏ����y�ĺ����P�I���g�����y������ļӹ��|�����Ƶļ��gҪ�c�����b�������ί�T�����ˣ��J�麸�ӹ�ˇ�����ܱ��C�|����
����ͨ�^�˴����y���aԇ�Ƶó����½YՓ��
������ȫ�������y�ƶ��ĺ��ӹ�ˇ�������_���Ќ����У��M�������y���p�ĺ��Ӽ��gҪ���e�����^�i���c���w�Ǻ��p������ˇ�đ��ã����a�ˇ��ȿհס�
�����ں��ӹ�ˇ�u��ԇ�����_�����Ӳ����x�ú��������y���p�ĺ����|�����ã��M����ȫ���Ӵ�ڏ��ܾ����yԇ�Ƽ��gҎ�����Ҫ��