�߉���ڏ����y���w�����y�w�⺸���̎����ˇ
������B�����w�����y�w�ļ��g�������_չ��խ�g϶���p���ǟ�rЧ�ĺ����ܼ��g���������������Ѽy��ˏ��_λ�Ʒ��u���⺸���̎�����p�IJ����g�Ժ��\�Ñ��������Փ�u�r��ڏ��h��Љ����p��ȫ�Ե��о�����C��խ�g϶���p�⺸���̎�����g�Ŀ����ԡ�
1������
������Ȼ���Lݔ�ܵ����̸ɾ��L����;�����h���͵��|�l�����s��ͬ�rҪ���ܵ͜ء��ߜؼ������A�y�ĵ��|�����͵���Ӱ푣��ܵ�ϵ�y����܉��ڐ��ӵĵ��|�����l���̓�����s�d���������L�ڷ�������ȫ�\�С��Lݔ�ܵ������ø߉���ڏ�ȫ�������y��Y�����Σ�ȫͨ������������С���y�w���ú��ӽY�������d���������ܱ�����©���õ���Խ��Խ�V���đ��á�������Ҫ�о����wʽ�����y�w��������̎����ˇ��
2�����w���Ӻ����y�w
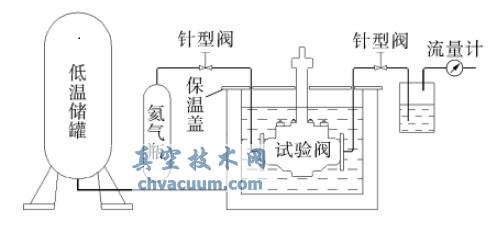
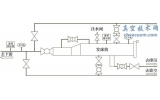
�����߉���ڏ����y(Class900 - NPS48) �y�w�����y�w�����y�w�����y�w���i���M������( �D1) ���i�������y�w�o���溸�p�������˺���ȱ�ݣ����и��õij��d���������wʽ�����y�w(IWB) ���p�ȏ����^1600mm�����ڴ�ڏ��h�γЉ����p��
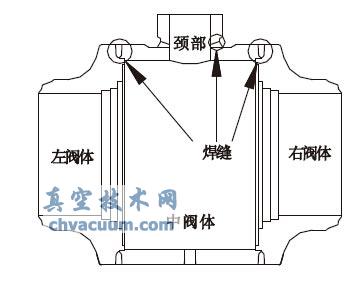
�D1 �M���y�w
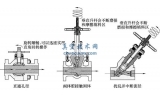
�������ӕr�ȽM�����y�w���i�������y�w(���y�w) �����b���yǻ�ȼ����������y�w( ���y�w) �������^�̟o�����D��������ͨ�^��ж���p�ķ�ʽ�����b���yǻ�ȵ��ܷ�����㲿���M���{�������ӕr�������y�w�ض����ߣ��������ܛ�ܷ����λ�ضȳ��^200�棬�������ܷ��ʧЧ�����ӟ�׃�����������y�w�M���տs����Ӱ��y�w�Ȳ��㲿�����b��λ�ã������y�T���������\�С�������ɺ���ͨ�^�����̎����ʽ�������Ӛ�����������t�������ѽ��b���yǻ�ȵ��ܷ�����㲿��ʧЧ�������������c���x��խ�g϶���p�Y�������y�w���¿ڵ��g϶8 �� 35mm���¿ڽǶ�1° ��7°���Ό�1 ��3 �����p( �D2) ������С������ߺ��ٺͶ�����Ćνz�Ԅ������g���Ծ�����ݔ�뷽ʽ���ƺ��ӜضȈ��ͺ���׃�Ρ�
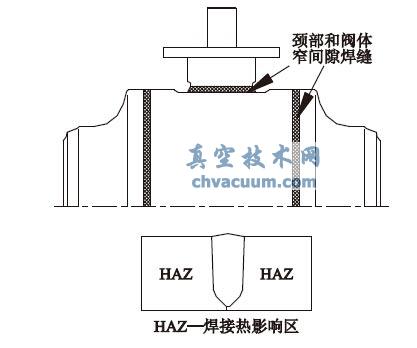
�D2 խ�g϶���p�Y��
3���⺸���̎�����g
���������⺸����̎�����g(A - PWHT) �OӋ�y�w���p����ܳ��܃����d�����ö����l���Ɖģ�������w�����y�w���Ƶ��P�I���ڴ�ڏ��h�p�ĺ��ӹ�ˇ�����ԺͳЉ����p��ȫ�u�������Ƽ��g·����խ�g϶���p��ˇ�ƶ�→�ǟ�rЧ��ʽ��������→���p�g���u��→���Ӛ��������y��→�Љ����p��ȫ�u��→���I��ԇ
�������w�����y�w��p��ȳ��^130mm������ASME BPVC ��API 6D Ҏ����ԓ���p����M�П�̎�����������ӑ����������w�����y�w��Ȳ����z�����ϵ��ܷ���ϵ����ƣ������M�к����̎������˱�횲��÷ǟ�rЧ�đ���������ʽ����Ч���u���ʄt���C���p�Ŀɿ��ԺͰ�ȫ�ԡ�
����3.1�����pȱ���u���ʄt
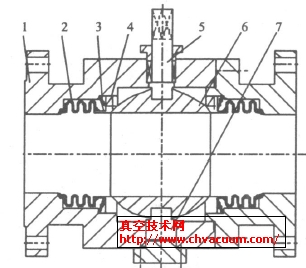
�������ں��p����ȱ�ݣ��������W���B�m�ԡ������Ժ���ͬ�Ե���Փ�ѽ����m���ں��p���u������˲��Ô������W��Փ�u�����p���ܣ���ȱ�ݴ��ڵ���r�£�ֻҪ�����������g�ԣ����p������ֹ���ԣ��t��Ȼ�ܱ��C�����ڹ������g�����ď��Ⱥ����Զ����l���Ɖ�( �D3) ��
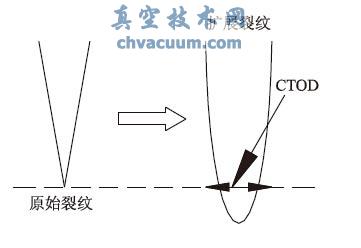
�D3 �Ѽy��˔U��
5��ԇ�
����������C���w�����y�w�Ŀɿ��ԺͰ�ȫ�ԣ��M���ˏ���ԇй��ԇ��·ע֬ԇע֬�ܷ�ԇ���o�ԇ���әC������ԇŤ��ԇƣ�ډ���ԇ����ԇ���|���W�ɷ֙z���W���ܙz�䑪�����g�_��ԇ���|�_��ԇ���^�z�y����־�z�y�͟o�p�z�y���y�w��������ď��Ⱥ��ܷ����ܣ��_���ڹ����l���²��l�������Ɖĺ��ܷ�й©�����Ⱥ��ܷ�ԇ��Ǹ��Nԇ������P�I��ԇ��API 6D Ҏ���քe�M��1.5PN ( PN—���Q����) ���w����ԇ1.1PN �y���ܷ�ԇ1.1PN �y���߉����ܷ�ԇ0.6MPa�͉����ܷ�ԇ���˴_��ԇ�Ŀɿ��ԣ�ģ�M���y�T����������B���M�Ќ��rӰ��O�y����ԇ����gδ�l����Ҋй©�����p���ȝM��ԇ�Ҫ��������_�����I���ÿ���ָ��Ҫ��
6���Y�Z
�����߉���ڏ����yͲ�����wʽ�����y�w����խ�g϶���p���ӹ�ˇ�ͺ����ܸ��l��ӕrЧ��ʽ�������Ӛ��������ķ�����ʹ�y�w���p���������g�ԺͰ�ȫ�ԣ�������������̎����ˇ��NPS48-Class900 ȫ�������y�ѽ��ɹ������ڹܵ�ݔ��ϵ�y�У��Ĺ��̌��`���Mһ���C�����⺸���̎�����g�Ŀ����ԡ�